КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрошлаковое литье
|
|
|
|
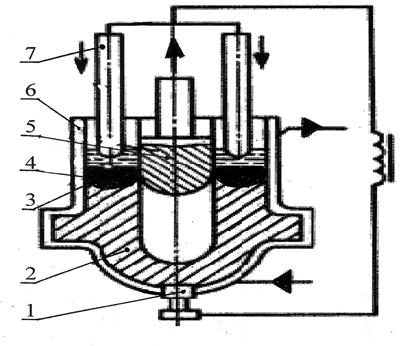
Сущность процесса электрошлакового литья заключается в переплаве расходуемого электрода в водоохлаждаемой металлической форме (кристаллизаторе). При этом операции расплавления металла, его заливка и выдержка отливки в форме совмещены по месту и времени. Схема изготовления отливок электрошлаковым литьем представлена на рис. 2.30.
 Подача электродов
Подача электродов
Отвод охлаждения
Источник питания
Подвод охлаждения
Рис. 2.30 – Схема электрошлакового литья
В качестве расходуемого электрода используется прокат. В кристаллизатор 6 заливают расплавленный шлак 4 (фторид кальция или смесь на его основе), обладающий высоким электросопротивлением. При пропускании тока через электрод 7 и затравку 1 выделяется значительное количество теплоты, и шлаковые ванна нагревается до 1700о C, происходит оплавление электрода. Капли расплавленного металла проходят через расплавленный шлак и образуют под ним металлическую ванну 3. Она в водоохлаждаемой форме затвердевает последовательно, образуя плотную без усадочных дефектов отливку 2. Внутренняя полость образуется металлической вставкой 5. Расплавленный шлак способствует удалению кислорода, снижению содержания серы и неметаллических включений, поэтому получают отливки с высокими механическими и эксплуатационными свойствами.
Изготавливаются отливки ответственного назначения массой до 300 тонн: корпусы клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых двигателей, корпусы сосудов сверхвысокого давления, роторы турбогенераторов.
2.18 Непрерывное литье заготовок
Непрерывное литье показано на рис. 2.31. Жидкий металл, поступающий из тигля 1, быстро затвердевает в водоохлаждаемом кристаллизаторе 2 и образует непрерывную заготовку 3, которую вытягивают с определенной скоростью тянущими роликами 4 и разрезают дисковой пилой 5 на мерные длины.
|
|
|
Используют при получении отливок с параллельными образующими из чугуна, медных (бронза, латунь), алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок.
Рис. 2.31 – Схема непрерывного литья:
2.19 Суспензионное литьё
Суспензионное литьё - процесс изготовления отливок с использованием суспензионной разливки. Но термин "суспензионное литьё" охватывает процесс изготовления отливок, включая весь комплекс операций - от формовки, заливки форм до выбивки и очистки отливок.
Суспензия - грубодисперсная система, состоящая из частичек твердого вещества, распределенных в жидкости.
На базе суспензионной разливки сплавов разработаны технологии:
1 суспензионного (позднего) легирования и модифицирования;
2 разливки сталей с вводом инокуляторов.
Инокуляторы - элементы вводимые в небольших количествах в жидкий металл для образования в нем центров кристаллизации и получения мелкозернистой первичной структуры. Важным преимуществом является возможность утилизации отходов (стружки, обрезков металла, металлических фракций металлургических шлаков).Способ разливки металла с вводом дисперсных инокуляторов (микрохолодильников) получил название "суспензионное литьё".
Суспензионная разливка - это такой способ получения отливок, при котором в процессе заполнения литейной формы либо непосредственно после (до) него в объёме расплава создают активные экзогенные или эндогенные центры кристаллизации, инокулирующее воздействие которых проявляется в увеличении скорости и развитии преимущественно объёмного затвердевания, диспергирования структуры литого металла. Наиболее важным отличием суспензионнойразливки от других способов литья является реализация внутреннего теплоотвода с помощью локальных теплостоков - инокуляторов или интенсификация теплопереноса в жидкой фазе наложением внешних воздействий. Следует отметить также такое важное индивидуальное преимущество данной технологии, как совмещение (приближение) процессов модифицирования или легирования с процессом кристаллизации расплава.
|
|
|
Суспензионная разливка, являясь одним из методов оптимизации структуры отливки, предоставляет большие возможности для повышения физико-химической однородности металла и предотвращения образования литейных дефектов.
В настоящее время в промышленности наибольшее применение нашли способы суспензионного литья:
Реолитье - литье под давлением с частичной кристаллизацией расплавов; Т.е. не происходит образование твердых дендритов, они дробятся на маленькие сферолиты. Образуется не дендритная структура металла.
Тиксолитье – полутвердое формирование металла. Процесс находится на стадии литья и штамповки.
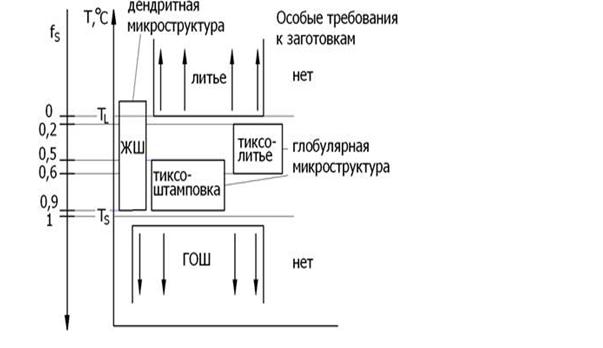
Рис. 2.32 - Схема температурных условий формообразования металла в тиксотехнологиях
Заготовка отливается в форме, оборудованной миксером, который непрерывно перемешивает расплав, вследствие чего формируется мелкозернистая глобулярная структура. После охлаждения производится обрезка облоя. Затем заготовка нагревается до полутвердого состояния и формуется в штампе. Обычно формовка производится, когда доля жидкого металла составляет от 30 до 40 %.
Выше линии ликвидуса сплавы находятся в жидком состоянии, а ниже линии солидусав твердом.
2.20 Выбивка, очистка и обрубка отливок. Дефекты отливок
Выбивка – процесс извлечения отливки из формы. Способ извлечения зависит от габаритов отливки, материала, способа литья. Для выбивки из песчаных форм используют автоматические установки с решётками встряхивающего и инерционного типов.
Литниковая система стальных отливок обрезается с помощью газовых резаков, а у чугунных отливок - обрубается или отрезается механическим способом.
Выбивка стержней осуществляется на гидравлических, вибрационных, пневматических установках. Под воздействием струй воды или вибрации стержни разрушаются и удаляются.
|
|
|
На поверхности отливок, их полостях имеется пригар, т.е. остатки формовочной и стержневой смесей, которые необходимо удалить перед механической обработкой. Очистку осуществляют в галтовочных барабанах, дробемётных барабанах, с помощью гидравлических мониторов высокого давления.
Галтовочный барабан вращается вдоль горизонтальной оси. Через люк барабана загружают отливки и остроугольные многогранники из чугуна. При вращении барабана от соударения происходит очистка отливок.
В дробемётных барабанах чугунная дробь, обладая значительной энергией, ударяясь о поверхности отливки, очищает её.
Гидроочистка идёт за счёт подачи в струю воды кварцевого песка под давлением 50 – 100 атм.
После удаления пригаров осуществляют обработку зубилом всех неровностей отливки (следы питателей, выпоров, заливы, наросты и т.д.). Значительные неровности удаляют с помощью электрострожки, мелкие зачищают абразивными кругами.
Отливки, имеющие недопустимые по техническим условиям дефекты, являются бракованными.
Причины брака отливок могут быть различны:
1 Не кондиция исходных материалов (песка, глины, связующих и т.д.);
2 Низкое качество литейного сплава (недостаточная жидкотекучесть, прочность сплава низкая, наличие большого количества мелких неметаллических включений и т.д.);
3 Не технологичность детали;
4 Неправильная технология или неправильный выбор метода литья (необходимо выбор технологии изготовления заготовки решать конструктору изделия совместно с ведущими специалистами технологами);
5 Низкое качество форм и стержней (недостаточная плотность форм и стержней);
6 Низкая квалификация персонала
В соответствии с ГОСТ 19200 – 80 классификация дефектов отливок подразделяется на 5 групп:
Типичные дефекты отливок приведены на рис. 2.33.
I группа - несоответствия по геометрии: недолив 1, вылом 2, перекос 3, разностенность 4;
II группа - дефекты поверхности: пригар 1, нарост 2, ужимина 3, залив 4;
|
|
|
III группа - несплошности в теле отливки: усадочные раковины 1, газовые раковины 2, пористость 3;
IV группа - включения: металлические 1, неметаллические (песчаные раковины) 2, королек 3. 









 . Рис. 2.33 - Дефекты литья
. Рис. 2.33 - Дефекты литья
Определения дефектов отливок и их исправление.
Песчаные раковины – открытые или закрытые пустоты в теле отливки, которые возникают из-за низкой прочности формы и стержней, слабого уплотнения формы и других причин.
Перекос – смещение одной части отливки относительно другой, возникающее в результате небрежной сборки формы, износа центрирующих штырей, несоответствия знаковых частей стержня на модели и в стержневом ящике, неправильной установке стержня.
Недолив – некоторые части отливки остаются незаполненными в связи с низкой температурой заливки, недостаточной жидкотекучести, недостаточным сечением элементов литниковой системы.
Усадочные раковины – открытые или закрытые пустоты в теле отливки с шероховатой поверхностью и грубокристаллическим строением.
Возникают при недостаточном питании массивных узлов, нетехнологичной конструкции отливки, заливки перегретым металлом, неправильная установка прибылей.
Газовые раковины – открытые или закрытые пустоты с чистой и гладкой поверхностью, которая возникает из-за недостаточной газопроницаемости формы и стержней, повышенной влажности формовочных смесей и стержней, насыщенности расплавленного металла газами.
Трещины горячие и холодные – разрывы в теле отливки, возникающие при заливке чрезмерно перегретым металлом, из-за неправильной конструкции литниковой системы, неправильной конструкции отливок, повышенной неравномерной усадки, низкой податливости форм и стержней.
2.20.1 Методы обнаружения дефектов
Наружные дефекты отливок обнаруживаются внешним осмотром после извлечения отливки из формы или после очистки.
Внутренние дефекты определяют радиографическими или ультразвуковыми методами дефектоскопии.
При использовании радиографических методов (рентгенография, гаммаграфия) на отливки воздействуют рентгеновским или гамма-излучением. С помощью этих методов выявляют наличие дефекта, размеры и глубину его залегания.
При ультразвуковом контроле ультразвуковая волна, проходящая через стенку отливки при встрече с границей дефекта (трещиной, раковиной) частично отражается. По интенсивности отражения волны судят о наличие, размерах и глубине залегания дефекта.
Трещины выявляют люминесцентным контролем, магнитной или цветной дефектоскопией.
2.20.2 Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание применяют для устранения пористости. Отливки на 8…12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Для устранения течи отливки из цветных металлов пропитывают бакелитовым лаком.
Газовую и дуговую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, сквозные отверстия, трещины). Дефекты в чугунных отливках заваривают с использованием электродов по чугуну и присадочных прутков, в стальных отливках – электродами - марка и тип которых соответствует материалу отливки.
2.21 Требования к материалам отливок в энергетическом машиностроении
В каждой отрасли промышленности разработаны требования к отливкам, учитывающим её специфику. Требования излагаются в НД отрасли (РТМ, РД, Р и др.). Ниже изложены требования к отливкам на основе выборок из НД.
Применение отливок в атомном машиностроении весьма ограничено и здесь не рассматривается.
2.21.1 Общие требования
Материалы, применяемые в энергомашиностроении должны соответствовать государственным стандартам и НД на изделие.
Качество применяемого материала должно быть подтверждено сертификатом предприятия - поставщика. При отсутствии сертификата материалы допускается применять после проведения их испытания, в соответствии с НД, что должно быть подтверждено актом (протоколом).
2.21.2 Отливки из чугуна
Отливки из чугуна должны соответствовать рабочим чертежам, техническим условиям и требованиям государственных стандартов: ГОСТ 1215, ГОСТ 1412, ГОСТ 1585, ГОСТ 7293, ГОСТ 7769, ГОСТ 26358.
Отливки из чугуна по качеству не ниже марки СЧ 15 в соответствии с ГОСТ 1412 могут применяться для изготовления:
- зубчатых, червячных и ходовых колес с ручным приводом;
- червячных колес с машинным приводом, при окружной скорости колеса не более 1,5 м/с;
- червячных колес с ободом из бронзы независимо от рода привода и группы классификации (режима) механизма машины;
- барабанов, корпусов редукторов и блоков;
- колодок тормозов, кронштейнов барабанов и корпусов подшипников.
Для тормозных шкивов механизмов передвижения и поворота специализированных грузоподъемных машин допускается применение отливок по качеству не ниже марки СЧ 20 по ГОСТ 1412. Для изготовления не силовых деталей марка отливок не регламентируется.
Конфигурация отливки и марка чугуна должны соответствовать требованиям чертежа детали.
Припуски на механическую обработку и допускаемые отклонения по размерам и массе отливок, если они не указаны в чертежах или технических условиях, должны соответствовать ГОСТ 26645, но не ниже III класса точности. Формовочные уклоны должны выполняться по ГОСТ 3212. Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
Отливки должны быть очищены от формовочной смеси и пригара. Заливы, наросты, ужимы, прибыли и литники должны быть удалены любым способом, а места их удаления должны быть зачищены заподлицо с основной поверхностью отливки.
Отливки не должны иметь дефектов, ухудшающих их внешний вид. Проверке на внешний вид подвергается каждая отливка. Незначительные дефекты допускаются в пределах припуска на механическую обработку в соответствии с ГОСТ 19200. На чертеже отливки (или на чертеже детали с нанесенными размерами отливки) указываются измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
Для снятия внутренних напряжений или улучшения свойств чугуна отливки могут быть подвергнуты термической или другим видам специальных обработок, указанных в требованиях чертежа или в технических условиях.
Разностенность отливок должна быть в пределах допуска на толщину стенки по ГОСТ 26645, за исключением случаев, оговоренных в чертежах или в технических условиях, но не ниже III класса точности. На необрабатываемых поверхностях отливок не допускаются отдельные мелкие раковины, если суммарная площадь этих раковин превышает 5 % площади, на которой они расположены, при этом размер каждой раковины не должен превышать 3 мм в диаметре и 10 % толщины стенки в глубину.
На обработанных поверхностях не допускаются отдельные мелкие раковины, если суммарная площадь их превышает 3 % площади, на которой они расположены, если размер каждой более 3 мм и глубина свыше 10 % толщины стенки или более 3 мм в слабонагруженных местах отливки. Не допускаются ужимины отливок, если их глубина превышает 10 % толщины стенки.
Исправления литейных дефектов заваркой должны производиться после предварительной разделки дефектного места на всю глубину дефекта, с последующей обработкой заваренного участка. Разделка дефектного участка производится механическим способом. Заварка дефектов в одном и том же месте допускается не более 1 раза. Для заварки дефектов чугунных отливок используются электроды из прутков монель - металла в соответствии с ГОСТ 1525 или другой равноценной проволокой (с подогревом завариваемого места), или специальными электродами по ГОСТ 9467. Твердость наплавленного металла не должна отличаться от твердости основного металла более чем на 40 НВ.
Отливки, подвергающиеся гидравлическому испытанию, после исправления дефектов должны быть подвергнуты повторному испытанию давлением.
2.21.3 Отливки из стали
Отливки из стали должны соответствовать требованиям рабочих чертежей, технических условий и ГОСТ 977. Припуски на механическую обработку и допускаемые отклонения по размеру и массе, если они не указаны в чертежах или в технических условиях, должны соответствовать требованиям ГОСТ 26645, но не ниже III класса точности.
Не указанные в чертежах формовочные уклоны выполняются по ГОСТ 3212.
Отливки должны подвергаться термической обработке, обеспечивающей необходимые механические свойства в соответствии с требованиями чертежей и технических условий.
Литейные дефекты (трещины, спаи, плены, засоры и др.) могут быть исправлены заваркой. Перед заваркой дефектное место должно быть вырублено на всю глубину, с предъявлением ОТК качества разделки. Исправление дефектов в отливках должно производиться электродами типов Э42, Э42А, Э46, Э46А, Э50, Э50А по ГОСТ 9467, в зависимости от механических свойств металла отливки. Твердость наплавленного металла не должна отличаться от твердости основного металла более чем на 10 %.
На необрабатываемых поверхностях отливок допускаются без исправления дефекты поверхности в виде раковин, спаев, утяжин и другие дефекты, кроме трещин, вид, размеры, количество и расположение которых указаны в конструкторской документации.
На подлежащих механической обработке поверхностях отливок не допускаются дефекты поверхности в виде раковин, спаев, утяжин, плен и т. д., превышающих по глубине припуск на механическую обработку.
Для уменьшения закаливаемости стали на границе шва и снятия внутренних напряжений заварку дефектов в стальных отливках рекомендуется производить:
- для деталей с большим объемом заварки с предварительным подогревом до температуры 200 – 2500 С и последующим отпуском после заварки при температуре 650 – 675 0 С.
- для ответственных деталей, прошедших механическую обработку, с предварительным подогревом до температуры 200 - 250 °С и последующим отпуском при температуре 350 - 400 °С;
- для деталей с малым объемом заварки в неответственных местах и в местах, подвергающихся дальнейшей механической обработке, с местным предварительным подогревом до температуры 200 - 250 °С. После заварки отпуск не производить. Заварка дефектов в одном и том же месте допускается не более 2 раз.
Исправление дефектов заваркой производится до окончательной термической обработки, если нет других указаний в конструкторской и НД. Число допустимых полных термических обработок отливок не должно быть более трех, а для отливок из аустенитных и аустенитно - ферритных легированных сталей со специальными свойствами не более двух.
Допустимые дефекты в виде раковин, пористости, а также их размеры, количество и расположение должно быть указано в конструкторской и НД.
Отливки из стали допускается править (исправлять коробление) в горячем и холодном состоянии. Размеры правок, необходимость последующего отпуска для снятия напряжения устанавливаются конструкторской и НД.
Проверка обезуглероженного слоя металла отливок и допустимость его глубины определяются конструкторской и НД в соответствии с ГОСТ 1763. На обрабатываемых трущихся поверхностях отливок и в местах проверки твердости припуск на механическую обработку должен обеспечивать полное удаление обезуглероженного слоя.
Отливки должны иметь на необрабатываемой поверхности клеймо технического контроля предприятия-изготовителя и маркировку в соответствии с требованиями конструкторской и НД.
2.22 – Каслинское литье
О каслинском художественном литье заговорили в начале 60-х годов XIX в. – после петербургской выставки Вольного экономического общества, где произведения уральских мастеров впервые были показаны широкому зрителю и получили Малую золотую медаль..
В 1747 г. на берегу живописного озера Касли купец Я. Коробков основывает небольшой завод, поначалу ничем не отличавшийся от остальных. Правда, при новом владельце Н. Демидове здесь уже производят великолепное железо с клеймом «два соболя», которое пользовалось большим спросом не только в России, но и за границей. Однако подлинную славу каслинцам принесло искусство художественного литья. В XVIII в. почти на всех уральских заводах пытались освоить фигурное литье из чугуна. Сначала простейшее – печные заслонки, детские игрушки, посуду, затем и более сложное – ограды для памятников и парков, садовую мебель. Однако именно каслинскому заводу суждено было стать единственным в своем роде предприятием, специализирующимся на выпуске художественного литья высочайшего качества, и сделать старинное искусство уральских рабочих всемирно известным.
Успехи каслинцев объясняются целым рядом причин, среди которых прежде всего надо отметить великолепие самого материала – местного чугуна, выплавляемого на древесном угле. Необыкновенно пластичный, свободно льющийся, он послушно заполнял наисложнейшую форму. Огромное значение имело и безупречное знание мастерами технологии производства, слагающегося из многих взаимосвязанных процессов..
На заводе возникли целые династии литейщиков, формовщиков, чеканщиков, которые до мелочей изучили секреты своего дела. От зари до зари работая в темном душном цехе, они, тем не менее, считали себя участниками творчества и действительно были своеобразными соавторами скульпторов профессионалов.
Прежде всего бронзовая модель попадала к формовщику. Каслинцы виртуозно владели приемами кусковой формовки, при которой нужно безошибочное умение так разделить поверхность модели, чтобы впоследствии получилось как можно меньше швов. О поистине фантастическом мастерстве местных формовщиков доныне свидетельствуют часовые цепочки, составленные из отдельно отлитых и продетых друг в друга колечек.
Работу над скульптурой продолжал чеканщик. Точно рассчитанными ударами он устранял недостатки отливки и выявлял форму, детали, фактуру. Завершался технологический процесс окраской чугуна, от природы имеющего серый цвет. Классический черный цвет художественного литья придавал скульптуре особую выразительность. В 70 - 90-е годы XIX в. творчество каслинцев удостоилось международного признания. Призы привозили из Милана, Филадельфии, Лондона, Копенгагена!
Работы П. Клодта стали классическими образцами каслинского литья. Широко известны вольные копии его конных групп с Аничкова моста в Санкт-Петербурге. Наиболее выразителен «Конь с попоной». Композиция, развернутая по диагонали, очень динамична и создает впечатление ничем не сдерживаемого бунта природных сил. Четкий стремительный силуэт, сильные контрасты света и тени, энергия складок падающей ткани, летящая грива коня! В уральских музеях хранится большое количество произведений неизвестных художников, которые отличает особая теплота и задушевность мотивов.
Начало ХХ в – период больших международных выставок, где демонстрировались научные и культурные достижения разных стран. Наибольший успех выпал на долю уральских мастеров в Париже на всемирной выставке 1900 г. Специально для нее был отлит чугунный павильон, единодушно получивший «Гран-при». Он стал центральным экспонатом русского отдела – своеобразным символом России.
Павильон создавался два года (рис.2.34). Здание напоминало сказочный шатер, увенчанный ажурной короной. Главный вход украшал тяжелый бархатный балдахин, поддерживаемый чугунными пиками. Бархат же был фоном для сквозного узора, который образовывал стены. Главная тема орнамента – Древняя Русь: герои легенд и былин, персонажи народных сказок, вещие птицы Радости и Печали, ладьи, драконы, рыбы, травы – все это создавало фантастический образ, надолго запомнившийся гостям павильона. Павильон работал днем и ночью. Каслинцы дарили восхищенным парижанам миниатюрные брелоки. Один из посетителей – американец – увез домой просто кусочек чугуна. После закрытия выставки павильон перевезли в Россию. Сейчас он демонстрируется в павильоне каслинского литья на «плотинке» в Екатеринбурге.

Рис. 2.34 – Внешний вид павильона
3 ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Введение
Сварка - один из наиболее широко распространенных технологических процессов в промышленности.
Развитие сварки началось в 1802 году, когда российский ученый В.В. Пе-тров открыл явление электрического дугового разряда и указал на возможность использования его для расплавления металлов.
В 1882 году русский изобретатель Н. Н. Бенардос предложил способ прочного соединения и разъединения металлов непосредственным действием электрического тока. Он практически осуществил способ сварки угольным электродом.
Впервые сварка в машиностроении была применена в 1888 году. Н.Г. Славянов предложил сварку металлическим электродом и организовал первый в мире цех электросварки при производстве орудий в г. Перми. С именем Славянова Н.Г. связано развитие металлургических основ дуговой сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора. Им были предложены флюсы для получения высококачественного металла сварных швов. (В Московском политехническом музее имеется подлинный сварочный генератор Славянова Н.Г. и там же экспонируются образцы сварных соединений.)
В 1907 году шведский инженер Оскар Кольберт применил электроды с покрытием. Инициалы изобретателя до сих пор используют в марке электродов, например, ОК - 39.46.
В 1924—1935 гг. применяли в основном ручную сварку электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под руководством академика В. П. Вологдина были изготовлены первые отечественные
сварные котлы и корпуса нескольких судов. С 1935—1939 гг. стали применяться толстопокрытые электроды. Для электродных стержней использовали легированную сталь, что позволило использовать сварку для изготовления промышленного оборудования и строительных конструкций. В процессе развития сварочного производства, под руководством Е. О. Патона, была разработана технология сварки под флюсом. Сварка под флюсом позволила увеличить производительность процесса сварки в 5 - 10 раз, обеспечить хорошее качество сварного соединения за счет увеличения мощности сварочной дуги и надежной защиты расплавленного металла от окружающего воздуха. Удалось механизировать и усовершенствовать технологию производства сварных конструкций. Впервые сварку под флюсом в России применили в годы Великой Отечественной войны при производстве танков на Уральском вагонзаводе в г. Нижний Тагил.
В начале 50-х годов Институтом электросварки им. Е. О. Патона была разработана электрошлаковая сварка, что позволило заменить литые и кованые крупногабаритные детали сварными; заготовки стали более транспортабельными и удобными при сборке-монтаже.
Промышленное применение с 1948 г. получили способы дуговой сварки в инертных защитных газах: ручная – неплавящимся электродом, механизированная и автоматическая – неплавящимся и плавящимся электродом. В 1950—1952 гг. в ЦНИИТмаше была разработана сварка низкоуглеродистых и низколегированных сталей в среде углекислого газа – процесс высокопроизводительный и обеспечивающий хорошее качество сварных соединений. Сварка в среде углекислого газа составляет около 30 % объема всех сварочных работ в нашей стране. Разработал этот способ сварки Н.В. Новожилов под руководством док.техн.наук, профессора К. В. Любавского.
В эти же годы французскими учеными был разработан новый вид электрической сварки плавлением, получивший название электроннолучевой сварки. Этот способ сварки применяется и в нашей промышленности.
К сварке с применением давления относится контактная сварка, при которой используется также тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока. Различают точечную, стыковую, шовную и рельефную контактную сварку.
Основные способы контактной сварки разработаны в конце прошлого столетия. В 1887 г. Н. Н. Бенардос получил патент на способы точечной и шовной контактной сварки между угольными электродами. Позднее эти способы контактной сварки, усовершенствованные применением электродов из меди и ее сплавов, стали наиболее распространенными.
Контактная сварка занимает ведущее место среди механизированных способов сварки. В автомобилестроении контактная точечная сварка является основным способом соединения тонколистовых штампованных конструкций. Кузов современного легкового автомобиля сварен более чем в 10 000 точек. Современный авиалайнер имеет несколько миллионов сварных точек. Стыковой сваркой сваривают стыки железнодорожных рельсов, стыки магистральных трубопроводов. Шовная сварка применяется при изготовлении бензобаков. Рельефная сварка является наиболее высокопроизводительным способом сварки арматуры для строительных железобетонных конструкций.
Особенность контактной сварки – высокая скорость нагрева и получение сварного шва. Это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосхем.
К сварке плавлением относится также газовая сварка, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки (в соответствии с существующими стандартами). Способ газовой сварки был разработан в конце прошлого столетия, когда началось промышленное производство кислорода, водорода и ацетилена. В этот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных соединений. Наибольшее распространение получила газовая сварка с применением ацетилена. С развитием сети железных дорог и вагоностроения газовая сварка не могла обеспечить получение конструкций повышенной надежности. Большее распространение получает дуговая сварка. С созданием и внедрением в производство высококачественных электродов для ручной дуговой сварки, а также разработкой различных методов автоматической и механизированной дуговой сварки под флюсом и в среде защитных газов, контактной сварки газовая сварка вытеснялась из многих производств. Тем не менее, газовая сварка применяется во многих отраслях промышленности при изготовлении и ремонте изделий из тонколистовой стали, сварке изделий из алюминия и его сплавов, меди, латуни и других цветных металлов и их сплавов; наплавочных работах. Разновидностью газопламенной обработки является газотермическая резка, которая широко применяется при выполнении заготовительных операций при раскрое металла.
Впервые в открытом космосе была осуществлена автоматическая сварка и резка в 1969 г. космонавтами В. Кубасовым и Г. Шониным. Продолжая эти работы, в 1984 г. космонавты С. Савицкая и В. Джанибеков провели в открытом космосе ручную сварку, резку и пайку различных металлов.
Сварка - получение неразъёмных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. Терминология сварочных процессов отображена в ГОСТ 2601-84.
На сегодня насчитывается порядка 70 методов сварки, по физическим признакам их подразделяют на 3 класса:
- термический (сварка в жидком состоянии металла), дуговая, ЭШС, электронно-лучевая, световая, газовая, термитная и т.д.;
- термомеханический (сварка в жидко твердом состоянии) контактная, диффузионная, газопрессовая, печная и т.д.;
- механический (сварка в твердом состоянии) холодная, взрывом, ультразвуковая, трением, магнитоимпульсная и т д.
Ведущее положение среди различных видов сварки занимает дуговая сварка.
Сварочная дуга - это мощный электрический разряд в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов, других защитных средств.
С помощью сварки соединяют между собой различные металлы; их сплавы, некоторые керамические материалы, пластмассы, стекла; разнородные материалы. Основное применение сварка нашла при сооружении новых конструкций, ремонте различных изделий оборудования машин и механизмов, создании двухслойных материалов. Сваривать можно металлы любой толщины. Прочность сварного соединения в большинстве случаев не уступает прочности целого металла.
Сварка и родственные сварочным процессы (наплавка, напыление, металлизация, пайка, склеивание, термическая резка и др.) имеют широкую область применения, распространяющуюся от работ в открытом космосе до использования в медицине. Данные процессы относятся к ключевым промышленным технологиям в машиностроении, судостроении, энергетике, строительстве и других отраслях промышленности и других секторах экономики.
Известно, что 2/3 готового стального проката идет на производство сварных изделий, конструкций и сооружений, что обусловливает соответствующий рост объемов производства сварных конструкций.
В настоящее время ряд НИИ и учебных институтов ведут работы в области поиска новых технических решений по совершенствованию технологий сварки: ЦНИИТМАШ, НИАТ, Прометей, Рубин, УРФУ и др.
Дальнейшее освоение космоса и Мирового океана потребует разработки принципиально новых оборудования и технологий для монтажных работ, в том числе в зонах, недоступных для обслуживания персонала.
В целом, есть все основания считать, что процесс совершенствования технологий сварки в ХХI веке будет по-прежнему интенсивен и сварка останется наиболее распространенным технологическим процессом.
3.1 Общая характеристика сварочного производства
Электрический дуговой разряд может быть постоянного, переменного или импульсного тока, (рис. 3.1).
Основными способами возбуждения дуги являются:
1 Разделение электродов после их соприкосновения, или мгновенное оплавление одного из них после соприкосновения;
2 Импульсом высокого напряжения и частоты (с помощью осциллятора).
Рис. 3.1 - Схема дугового разряда: 1 - катодное пятно; 2 - столб дуги; 3 - анодное пятно; И.П. – источник питания сварочной дуги
На конце электрода и поверхности металла имеются микро выступы, проходящий через них ток вызывает быстрый нагрев и испарение контактных мостиков, в результате чего возникает их кипение, при этом пары металла и газы между электродами ионизируются - возбуждается дуга. Под действием электромагнитного поля электроны в газовой среде перемещаются в направлении от катода к аноду, отдают ему свою энергию, образуя при этом анодное пятно с температурой около 2400°С.
Образовавшиеся положительные ионы движутся к катоду и отдавая ему свою энергию, вызывают сильный нагрев металла, а значит и дополнительный выход электронов, образуя при этом катодное пятно с температурой порядка 2600°С. Температура столба дуги 5000 – 7000°С
В реальных условиях в дуговой промежуток вводят вещества с низким потенциалом ионизации (мрамор, поташ, полевой шпат, гранит) через покрытие электрода, что повышает стабильность горения дуги.
Осциллятор – прибор, дающий высокое напряжение порядка 2 - 10 кВ его подключают к электроду и изделию. Под действием высокого потенциала промежуток между электродом и изделием пробивается искрой, ионизируется и возбуждается сварочная дуга. Осциллятор применяют в автоматах с неплавящимся электродом и при ручной сварке алюминиевых сплавов.
3.2 Сварные соединения и швы
Работоспособность изделия во многом определяется типом, формой и размерами сварных соединений и швов, их расположением относительно действующих сил, а также плавностью перехода от сварного шва к основному.
| Таблица 3.1 Термины и определения основных понятий |
| Термин | Сварные соединения и швы | |
| Сварная конструкция | Металлическая конструкция, изготовленная сваркой отдельных деталей | |
| Сварной узел | Часть конструкции, в которой сварены примыкающие друг к другу элементы | |
| Сборочная единица | Часть свариваемого изделия, содержащая один или несколько сварных соединений | |
| Сварное соединение | Неразъемное соединение деталей, выполненное сваркой и включающее в себя шов и зону термического влияния | |
| Стыковое соединение | Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями, рис. 3.2 | |
| Угловое соединение | Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев, рис. 3.3 | |
| Нахлесточное соединение | Сварное соедине Сварное соединение, в котором сваренные элементы элементы расположены параллельно и частично перекрывают друг перекрывают друг друга, рис. 3.4. | |
| Тавровое соединение | Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента, рис. 3.5 | |
| Продолжение таблицы 3.1 | ||
| Торцовое соединение | Сварное соединение, в котором боковые поверхности сваренных элементов примыкают к друг другу, рис. 3.6 | |
| Сварной шов | Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации | |
| Стыковой шов | Сварной шов стыкового соединения | |
| Угловой шов | Сварной шов углового, нахлесточного или таврового соединения | |
| Точечный шов | Сварной шов, в котором связь между сваренными частями осуществляется сварными точками | |
| Непрерывный шов | Сварной шов без промежутков по длине | |
| Прерывистый шов | Сварной шов с промежутками по длине | |
| Цепной прерывистый шов | Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого, рис. 3.7 | |
| Шахматный прерывистый шов | Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны, рис. 3.8 | |
| Многослойный шов | Сварной шов деталей, выполненный в несколько слоев по высоте | |
| Подварочный шов | Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или выполняемая в последнюю очередь в корне шва после его зачистки (выборки) | |
| Корень шва | Часть сварного шва, наиболее удаленная от его лицевой поверхности, рис. 3.9 | |
| Слой сварного шва | Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва | |
| Выпуклость сварного шва | Выпуклость шва - это расстояние между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренное в любом поперечном сечении по длине шва (определяется по максимальной высоте расположения поверхности шва под плоскостью), рис. 3.10 | |
| Продолжение таблицы 3.1 | ||
| Вогнутость сварного шва | Вогнутость - это максимальное расстояние между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью шва, измеренное в любом поперечном сечении по длине шва, рис. 3.11 | |
| Прихватка | Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей | |
| Валик | Металл сварного шва, наплавленный или переплавленный за один проход | |
| Катет углового шва | Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части, рис. 3.12 | |
| Ширина сварного шва | Расстояние между линиями сплавления на лицевой стороне сварного шва в одном поперечном сечении, рис. 3.13 | |
| Основной металл | Металл деталей, соединяемых сваркой | |
| Разделка кромок | Придание кромкам деталей, подлежащих сварке, необходимой формы | |
| Скос кромок | Прямолинейный наклонный срез кромки детали, подлежащий сварке, рис. 3.14 | |
| Притупление кромки | Нескошенная часть торца кромки детали, подлежащей сварке, рис. 3.15 | |
| Угол скоса кромки | Острый угол между плоскостью скоса кромки и плоскостью торца детали или торцевая поверхность детали после механической обработки до заданных чертежом размеров, рис. 3.16 | |
| Угол разделки кромок | Угол между скошенными кромками сваривае- мых деталей, рис. 3.17 | |
| Смещение кромок | Несовпадение уровней расположения внутренних и наружных поверхностей свариваемых деталей в стыковых сварных соединениях, рис. 3. 18 | |
| Зазор в соединении | Расстояние между собранными под сварку деталями в поперечном сечении их кромок, рис. 3.19 | |
| Провар | Сплошная металлическая связь между поверхнос- тями основного металла, слоями и валиками сварного шва | |
| Зона сплавления при сварке | Зона частично оплавившихся зерен на границе основного металла и металла шва | |
| Окончание таблицы 3.1 | ||
| Зона термического влияния | Участок основного металла от линии сплавления до зоны, в которой происходит изменение струк- туры и свойств металла, в результате нагрева при сварке или наплавке | |
| Кратер. Усадочная раковина сварного шва | Дефект в виде полости или впадины, образовав- шийся при усадке расплавленного металла при затвердевании (располагается, как правило, в местах обрыва дуги или окончания сварки), рис. 3.20 | |
| Свищ в сварном шве | Дефект в виде воронкообразного или трубчато- го углубления в сварном шве, рис 3.21 | |
| Подрез | Острые конусообразные углубления на границе поверхности сварного шва с основным металлом, рис. 3.22 | |
| Брызги металла | Дефект в виде затвердевших капель расплавлен- ного металла на поверхности сваренных или наплавленных деталей с образованием или без образования кристаллической связи с основ- ным металлом | |
| Непровар. Неполный провар | Дефект в виде несплавления в сварном соеди- нении вследствие неполного расплавления кро- мок основного металла или поверхностей ранее выполненных валиков сварного шва, рис. 3.23 | |
| Углубление (западание) между валиками шва | Продольная впадина между двумя соседними валиками (слоями) шва (оценивается по макси- мальной глубине), рис.3.24 | |
| Чешуйчатость сварного шва | Поперечные или округлые (при автоматической сварке под флюсом – удлиненно-округлые) углублел ления поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны (оценивается по макси- мальной глубине), рис. 3.25 | |
| Наплыв | Дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность сваренных (наплавленных) деталей или ранее выполнен- ных валиков и несплавившегося с ними | |
| Прожог сварного шва | Дефект в виде сквозного отверстия в сварном шве, образовавшийся вследствие вытекания части жидкого металла сварочной ванны в процессе выполнения сварки | |
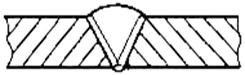
Рис. 3.2 - Стыковое соединение
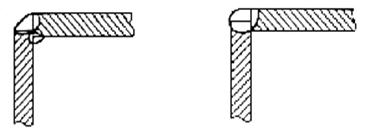
Рис. 3.3 - Угловое соединение
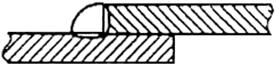
Рис. 3.4 - Нахлесточное соединение
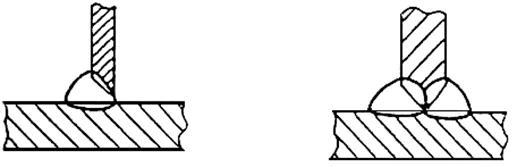
Рис. 3.5 - Тавровое соединение
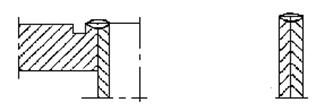
Рис. 3.6 - Торцевое соединение
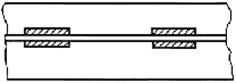
Рис. 3.7 - Цепной прерывистый шов
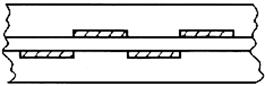
Рис. 3.8 - Шахматный прерывистый шов

Рис. 3.9 - Корень шва
Рис. 3.10 - Выпуклость сварного шва
Рис. 3.11 - Вогнутость сварного шва
Рис. 3.12 - Катет углового шва (к)
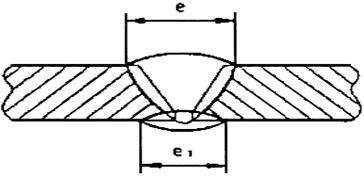
Рис. 3.13 - Ширина сварного шва (е)

Рис. 3.14 - Скос кромки
Рис. 3.15 - Притупление кромки (b)
Рис. 3.16 - Угол скоса кромки (β)
Рис. 3.17 - Угол разделки кромок (α)
Рис. 3.18 - Смещение кромок (δ)
Рис. 3.19 - Зазор в соединении (а)
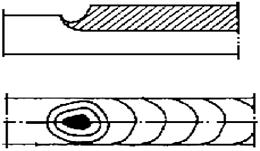
Рис. 3.20 - Кратер

Рис. 3.21 - Свищ в сварном шве

Рис. 3.22 - Подрезы
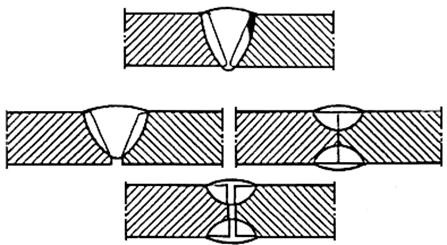
Рис. 3.23 - Непровары
Рис. 3.24 - Углубления (западания) между валиками шва
Рис. 3.25 - Чешуйчатость сварного шва
3.3 Пространственное положение сварных швов. Конструктивные элементы сварных соединений и подготовка кромок под сварку 
Рис. 3.26 – Положение сварных швов в пространстве: 1 – сварка в нижнем положении; 2 – сварка в горизонтальном положении; 3 – сварка в вертикальном положении; 4 – сварка в потолочном положении.
В зависимости от направления угловых швов, по отношению к действующему усилию, их разделяют на лобовые, косые, фланговые, комбинированные, (рис. 3.27). Разделку кромок выполняют в тех случаях, когда односторонняя или двухсторонняя сварка не позволяют обеспечить проплавление свариваемых заготовок на все сечение (так как только в этом случае прочность шва равна прочности соединяемых конструкции). ГОСТ 5264 –80 устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, выполняемые ручной и дуговой сваркой, а ГОСТ 16037 - 80 аналогично на сварные соединения труб с трубами и арматурой.
Рис. 3.27 - Виды швов в зависимости от действующего усилия
3.4 Сущность сварки покрытым электродом
Ручная дуговая сварка - дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную. В виду своей универсальности она занимает ведущее положение среди других способов сварки. Этим способом сваривают свыше двух третей изготовляемых в России металлоконструкций.
Покрытый электрод представляет собой металлический стержень, на поверхность которого методом опрессовки нанесено специальное покрытие, которое состоит из ряда веществ: шлакообразующих, газообразующих, легирующих, стабилизирующих сварочную дугу, связующих. Металлические стержни применяют различного химического состава, в зависимости от назначения электродов, аналогично и состав покрытия электрода.
На рис. 3.28 представлена схема плавления электрода и образования сварного шва. Процесс возбуждения дуги начинается с короткого замыкания, т.е. соприкосновения электрода с изделием. В момент короткого замыкания из-за шероховатости поверхности торца электрода и основного металла касание происходит в отдельных выступающих участках, которые под действием тока короткого замыкания мгновенно расплавляются, в результате чего образуется жидкая перемычка. При отводе электрода жидкая перемычка растягивается, плотность тока увеличивается, металл перегревается и достигает температуры кипения. При этом пары металла и газы между электродами ионизируются и возбуждается дуга - ярко светящийся столб электрического разряда. Под действием высокой температуры столба сварочной дуги 8, достигающей 6000 -7000°С, происходит плавление стержня I, покрытия 2 и основного металла 7. Возникает динамический напор газового потока, направленный в сторону основного металла, образующийся под действием электромагнитных сил источника питания. Величину напора называют давлением дуги, сила которого прямо пропорциональна квадрату силы сварочного тока. Расплавленный металл 4 под действием давления дуги перемещается в хвостовую часть сварочной ванны 11. Сварочная ванна образуется из металла электрода, переносимого отдельными каплями 9, покрытыми тонкой пленкой шлака 10 и расплавившимся основным металлом. Расплавившееся покрытие образует газошлаковую защиту 3 зоны сварки от атмосферного воздуха. Металл сварочной ванны затвердевает отдельными порциями и образует сварочный шов 5, который в расплавленном состоянии защищен от окисления тонким слоем жидкого шлака 12. Шлак, затвердевая, образует шлаковую корку 6. При неравномерной скорости сварки поверхность сварного шва имеет грубую чешуйчатость 13, каждая чешуйка - это порция застывшего металла, отброшенная силами давления дуги и в последствии закристаллизовавшаяся. Чем равномернее скорость сварки, тем поверхность шва ровнее.
Из атмосферы воздуха в шов переходят азот и кислород, а из покрытия - водород, которые растворяются в металле сварочной ванны. Так как растворимость газов в твердом металле меньше, чем в жидком, то возможно образование пор (пустот небольшого объема) и химических соединений, ухудшающих механические свойства шва. Поэтому при сварке необходимо стремиться к возможно короткой сварочной дуге, обеспечивающей надежную защиту сварочной ванны от атмосферного воздуха. Для уменьшения количества водорода в сварном шве, электроды необходимо прокаливать.
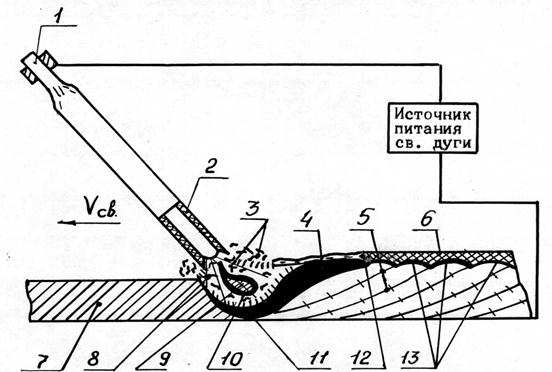
Рис. 3.28 - Схема плавления электрода и образования сварного шва: 1 - стержень металлический; 2 - покрытие; 3 - газошлаковая защита; 4 - расплавленный металл; 5 - линии кристаллизации сварного шва; 6 - шлаковая корка; 7 - свариваемый металл; 8 - сварочная дуга; 9 - капля электродного металла; 10 - пленка шлака; 11 - сварочная ванна; 12 - жидкий шлак на поверхности шва; 13 - чешуйки шва
Сущность сварки покрытым электродом заключается в расплавлении стержня электрода, совместно с его покрытием и образовании газошлаковой защиты, предохраняющей сварочную ванну от атмосферы воздуха.
Сварку покрытыми электродами осуществляют на прямой или обратной полярности, а также переменным током, всё зависит от марки электродов. Прямая полярность – минус на электроде, обратная - наоборот. В паспорте на электроды указывается полярность или род тока, сила сварочного тока в зависимости от положения сварки. Следует различать тип электрода и его марку. Тип электрода характеризует гарантированный предел прочности наплавленного металла на растяжение. Например, тип Э - 42, предел прочности на растяжение 42 кг/мм2. Марка электрода характеризует химический состав покрытия, например УОНИИ 13/45. Эта марка электродов предназначена для сварки низкоуглеродистых сталей только на постоянном токе, а например, электродами марки МР- 3 можно сваривать металлоконструкции, как на постоянном токе, так и на переменном.
3.5 Сущность автоматической дуговой сварки под флюсом
На рис. 3.29 приведена схема автоматической сварки под флюсом. Сварочная дуга 7 горит между проволокой 1 и свариваемым металлом 10. Под действием динамических свойств дуги она углубляется в основной металл и отбрасывает металл сварочной ванны в сторону противоположную направлению сварки. Проволока расплавляется и каплями 9 переходит в сварочную ванну, последняя образуется как за счет расплавления проволоки, так и за счет расплавления основного металла. Под действием высокой температуры дуги расплавляется и флюс 11, образуя газовый пузырь 6. Таким образом, металл сварочной ванны оказывается защищенным от атмосферы воздуха газовым пузырем и расплавившимся флюсом (шлаком). По мере продвижения сварочной дуги металл сварочной ванны кристаллизуется в сварной шов 3, а расплавленный' флюс - в шлаковую корку 4. Кристаллизация ванны происходит отдельными частями, при этом каждая часть на наружной поверхности сварного шва образует чешуйку 5 (неровность поверхности). При правильно подобранном режиме сварки и марке флюса чешуйчатость шва минимальна.
Сущность сварки под флюсом заключается в том, что расплавленный флюс образует гаэошлаковую защиту сварочной ванны от атмосферы воздуха.
Рис. 3.29 - Схема горения дуги и образования шва при сварке под флюсом: 1 - сварочная проволока; 2 - жидкий шлак; 3 – закристаллизовавшийся металл шва; 4 — шлаковая корка; 5 - чешуйчатая поверхность шва; 6 – газовый пузырь; 7 – дуга; 8 - сварочная ванна; 9 - капли расплавленного металла электродной проволоки; 10 - свариваемый металл
Для сварки под флюсом применяют стальную сварочную проволоку, порошковую проволоку и ленту. В условное обозначение марки проволоки входит индекс «Св» (сварочная) и следующая за индексом цифра указывает на среднее содержание в проволоке углерода в сотых долях процента, легирующие элементы обозначаются буквами также как и в марках сталей, например Св-08, Св-08А, Св-08АА, Св-08Г2С, Св-08ХМ и др.
Флюс - вещество, состоящее из мелких гранул, вводимое в зону сварки с целью защиты сварочной ванны от атмосферы воздуха, ионизации дугового промежутка, создания благоприятных условий для выделения газов из металла шва, способствования лучшему формированию сварного шва.
Для сварки углеродистых и низколегированных сталей наибольшее применение получили высококремнистые марганцевые флюсы марок: АН - 348 и ОСЦ - 45.
Состав флюса АН-348: SiO2 MnO 40 - 45 %; СаО - 6,5%; МnО - 5-7,5 %; Аl2 О3 – 4,5%; CaF2 4 – 5.5%.
По степени механизации сварка под флюсом подразделяется на автоматическую и механизированную. Автоматическая дуговая сварка - сварка при которой возбуждение дуги, подача плавящегося электрода и перемещение дуги или изделия осуществляется без непосредственного участия человека, в том числе и по заданной программе.
Механизированная сварка - осуществляется с помощью полуавтомата. Подача электрода (проволоки) осуществляется с помощью механизма, а перемещение дуги – сварщиком.
3.6 Дуговая сварка в защитном газе
Это сварка, при которой дуга и расплавляемый металл, а в некоторых случаях и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств (рис 3.30). В качестве плавящегося электрода применяется стальная и порошковая проволока, а неплавящегося - вольфрам с присадками окиси лантана или иттрия, или двуокиси тория.
В качестве защитных сред применяют инертные газы (Ar, He) и активные (СО2, О2, Н2, N2), a также их смеси (Аr - СО2 – О2, Аr - О2, Ar – СО2, СО2 – О2 и др.).
Плавящимся электродом осуществляют сварку во всех средах (газах), а неплавящимся во всех средах кроме углекислого газа.
Сущность сварки в защитных газах состоит в том, что подаваемый в зону горения дуги газ защищает расплавленный металл от воздействия атмосферы воздуха.
Кроме функции защиты, газ оказывает существенное влияние на горение дуги, плавление присадочного и основного металла.
а б
Рис. 3.30 - Схема сварки плавящимся (а) и неплавящимся электродом (б) в защитном газе: электродом; 1 – электрод; 2 – наконечник мундштука; 3 – сопло; 4 – зона защиты шва; 5 – сварной шов; 6 – присадочная проволока.
Решающим фактором, определяющим свойства и устойчивость дугового разряда, является температура столба дуги, зависящая от потенциала ионизации.
Т плав.эл. = 800 Uik; Т непл. эл. = 1000 Uik, (3.1)
где Ui – эффективный потенциал ионизации защитного газа в плазме.
Наибольший потенциал ионизации имеет Не - 24,5 эВ, а Ar – 15,7 эВ (что даёт в аргоне Т = 7000 0С, а в гелии - 25000 0С). Низший потенциал ионизации у СО2 – 14,3 эВ - 6000 0С.
Наибольшее применение нашла механизированная сварка в углекислом газе и аргонодуговая сварка неплавящимся электродом. В СО2 сваривают углеродистые стали, а в аргоне – нержавеющие стали и цветные сплавы (Al, Ti, Mg и др.).
Углекислый газ при сварке создает окислительную среду, в которой окисляется металл и происходит выгорание элементов, обладающих химическим сродством к кислороду. Выгорание элементов происходит также из-за наличия атомарного кислорода, образующегося в результате диссоциации газа при высоких температурах дуги:
СО2 = СО + О (3.2)
Это потребовало применения специальных проволок, имеющих повышенное содержание раскислителей: кремния, марганца, титана и др. При использовании проволок без раскислителей в наплавленном металле, вследствие окислении углерода, образуются поры, поэтому применяют проволоки только с раскислителями. Марки проволок: Св – 08ГС; Св-08Г2С; Св-12ГС и др.
Сварку в CO2 производят на постоянном токе обратной полярности, а в аргоне неплавящимся электродом на прямой полярности, а при сварке алюминия на переменном токе. Так как при смене полярности «разбивается» окисел – Al2 O3.
По степени механизации сварка в защитных газах подразделяется на ручную, механизированную и автоматическую.
3.7 Плазменная сварка и резка
Это сварка плавлением, при которой нагрев проводится сжатой дугой (рис. 3.31). Плазменная струя, это сжатый столб электрической дуги. При плазменной сварке и резке основной инструмент – плазмотрон - плазменная горелка для получения плазменной струи. Дугу в плазмотроне зажигают с помощью осциллятора. Источниками питания служат выпрямители или преобразователи с повышенным напряжением холостого хода до 500 В. В качестве плазмообразующих газов применяют Ar, He, H, N2 и их смеси, а также воздух. В аргоне можно получить самую высокую температуру плазмы 20 000 К. Плазменная струя характеризуется сверхзвуковой скоростью потока. С помощью плазмотронов сваривают тугоплавкие металлы, нержавеющую сталь, цветные металлы и их сплавы, а также осуществляют резку меди и её сплавов, нержавеющих сталей, алюминия и его сплавов, чугуна.
Рис. 3.31 - Схема плазматрона: 1 - вольфрамовый электрод-катод; 2 - канал сопла; 3 – сжатая дуговая плазма; 4 - столб дуги. а - прямого действия; б - косвенного действия
Кроме сварки плазматроны с косвенной дугой используют для напыления, подавая под срез сопла порошки металлов или проволоку.
Давление плазменной струи плазматрона настолько велико, что расплавленный металл струя выдувает, образуя рез.
Поэтому плазмотроны используют и для резки, причем резать можно практически все металлы и сплавы. Так аппарат Плм 300/1000 режет Al толщиной до 300 мм, медь – до 150 мм, нержавеющую сталь до 225 мм без применения каких либо флюсов. Uxx = 500В.
3.8 Электрошлаковая сварка
Рождение технологии электрошлаковой сварки (ЭШС) связано с событием, которое произошло в середине прошлого века. Инженеры института им. Е.О.Патона участвовали в монтаже кожуха разрушенной во время войны домны завода «Запорожсталь». Однажды при автоматической дуговой сварке под флюсом вертика
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1846; Нарушение авторских прав?; Мы поможем в написании вашей работы!