КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка заготовок на токарно-револьверных станках
|
|
|
|
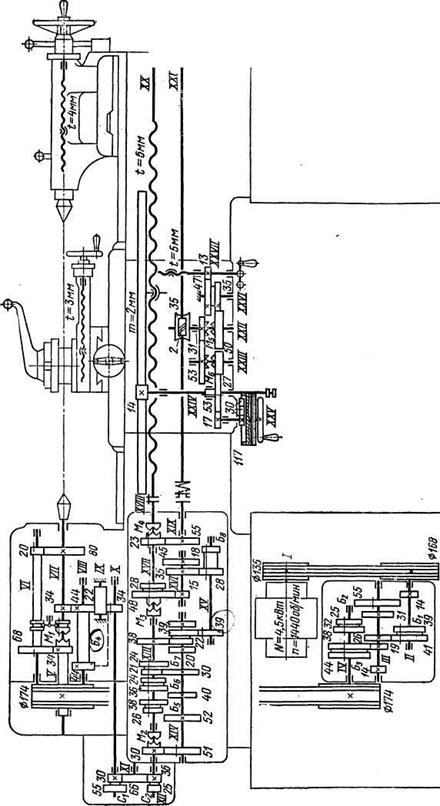
Кинематическая схема токарно-винторезного станка мод. 1А616. Под кинематической схемой МРС понимается условное изображение всех механизмов и передач, через которые передаются движения от источника к исполнительным органам станка. Станок предназначен для проведения токарной обработки резцом поверхностей вращения и нарезания резьб (метрической, модульной, дюймовой и питчевой).
Кинематическая цепь главного движения. Привод главного движения станка 1А616 является разделенным (рисунок 13). Он состоит из коробки скоростей, смонтированной в передней тумбе станка и механизмов регулирования скоростями шпинделя в передней бабке.
Движение с вала 1 электродвигателя передается на вал 11 через клиноременную передачу диаметром 135-168 мм; на вал 111 – через зубчатые передачи 41-26, 39-31 или 14-55. Вал 111 имеет всего три частоты вращения.
С вала 111 на вал 1V движение передается через зубчатые передачи 14-44, 19-38, 26-32 или 31-25. Вал 1V имеет 12 разных частот вращения.
С вала 1V движение передается через клиноременную передачу диаметром 174-174 мм полому валу V, а далее через зубчатые передачи 34-68 и 20-80 на шпиндель V11. Всего он имеет 24 частоты вращения.
Кинематическая цепь движения подачи. Кинематическая цепь движения подачи суппортов станка начинается с вала V11 шпинделя. Движения далее передаются через зубчатые колеса коробки подач на ходовой вал (XX1) или ходовой винт (XX). Движение на винт XX передается в том случае, если на станке необходимо изготовить резьбу с помощью резца. При обработке поверхностей вращения с вала XX1 движение передается механизмам фартука (зубчатые передачи на валах XX11 –XXV1). Для обеспечения продольной подачи суппорта с инструментом движение передается через вал XX1V на реечную передачу (реечное колесо 14 и рейка с m=2 мм). При поперечной передаче движение передается на винт XXV11 с t=5 мм.
 |
Обработка сложных деталей требует применения большого числа режущего инструмента. При обработке таких деталей на токарно-винторезном станке затрачивается значительное время на смену инструмента, так как одновременно на станке можно установить только четыре резца (в резцедержателе) и один инструмент для обработки отверстия (в пиноли задней бабки). Очевидно, что для сокращения потерь времени на смену инструмента необходимо на станке иметь устройство, которое позволило бы закреплять сразу большое число инструментов. Таким устройством является револьверная головка токарно-револьверного станка.
 |
7 8
|
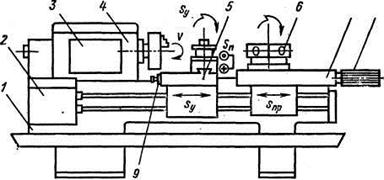
Токарно-револьверный станок (рисунок 14) состоит из станины 1, передней бабки 4 с коробкой скоростей3, коробки подач 2, поперечного суппорта 5, револьверного суппорта 7 с револьверной головкой 6, барабана 8 задних упоров и барабана 9 передних упоров. Во время наладки на станке заранее устанавливают все необходимые для обработки заготовки инструменты в резцедержателе поперечного суппорта и гнездах револьверной головки. В процессе обработки инструменты вводят в работу последовательно или параллельно (одновременно несколько).
Параллельная работа инструментов – многоинструментальная обработка - сокращает основное время обработки, так как одновременно обрабатывается несколько поверхностей заготовки. Предварительная наладка станка сокращает вспомогательное время. И то и другое повышает производительность работы станков, которые используют при изготовлении партии одинаковых деталей. Производительность повышается также и потому, что заготовку обрабатывают по налаженным на станке упорам (барабаны 8 и 9), что позволяет оператору автоматически выдерживать диаметры и длины обрабатываемых поверхностей заготовки.
На прутковых револьверных станках детали изготовляют из прутков (круглого, квадратного, шестигранного и других сечений). Пруток-заготовку пропускают сквозь полый шпиндель станка и зажимают в цанговом патроне. После изготовления очередную деталь отрезают от прутка. На патронных револьверных станках обрабатывают штучные заготовки: отливки, поковки и т.д., закрепляемые в трехкулачковых патронах.
По конструкции револьверной головки различают станки с многогранной револьверной головкой, вращающейся относительно вертикальной оси; станки с круглой головкой, вращающейся относительно горизонтальной оси, и станки с наклонной осью револьверной головки, вращающейся относительно наклонной оси.
Револьверные станки с многогранной головкой (рисунок 14) имеют, кроме револьверной головки, один или два (передний и задний) поперечных суппорта. Все инструменты, работающие с продольной подачей (проходные и расточные резцы, сверла, зенкеры, развертки, метчики и т.д.), закрепляют в револьверной головке. Все инструменты, работающие с поперечной подачей (отрезные, подрезные, фасонные и другие резцы), - в резцедержателях поперечных суппортов.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1330; Нарушение авторских прав?; Мы поможем в написании вашей работы!