КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Правило шести точек
|
|
|
|
ОСНОВЫ ТЕОРИИ БАЗИРОВАНИЯ ДЕТАЛЕЙ
При эксплуатации машин и механизмов необходимо обеспечивать определенное положение их элементов (детали и узлы).
При изготовлении деталей на станках они так же должны быть определенным образом сориентированы в пространстве относительно элементов станка или положения режущего инструмента. Поэтому для обеспечения точности обработки и сборки используют определенные правила в соответствии с теорией базирования.
2.1.Элементы базирования: опорная точка, комплект баз, закрепление, установка. Правило «шести точек».
В соответствии с ГОСТ21495- под базированием понимают - придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Базами называют поверхности линии или точки используемые при базировании.
При механической обработке на станках базированием принято считать придание заготовки или детали требуемого положения относительно элементов станка, которые определяют траекторию движения подачи используемого инструмента.
При установке деталей на станках необходима не только правильная ориентация, но и закрепление - для обеспечения условия неподвижности.
Известно, что для полного исключения подвижности твердого тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат и трех вращений вокруг указанных осей.
Поэтому многие задачи связанные с расчетом точности при базировании и установке возможно решать теоретически посредством наложения «связей».
Под связями подразумеваются ограничения позиционного (геометрического) или кинематического характера, накладываемые на движение точек рассматриваемого тела (заготовки или детали).
В технологии машиностроения позиционные связи предполагаются двухсторонними, т. е. лишающими тело возможности перемещения в обе стороны в направлении действия связи.
Эти связи не зависят от времени и поэтому их считают стационарными и позиционными.
При установке заготовки на опорные точки приспособлений каждая из них реализует только одну одностороннюю связь.
Под опорной точкой подразумевается идеальная точка контакта поверхностей заготовки и приспособления, лишающая заготовку одной степени свободы, делая невозможным ее перемещение в направлении перпендикулярном опорной поверхности.
Для полного базирования деталей (заготовок) приспособлений на металлорежущих станках необходимо и достаточно создать в нем 6 опорных точек расположенных определенным образом относительно базовых поверхностей заготовок или деталей.
В зависимости от числа опорных точек, с которыми база находится в контакте различают:
установочную базу A, находящуюся в контакте с тремя опорными точками и лишающую тело трех степеней свободы (точки а1, а2, а3);
направляющую базу B, находящуюся в контакте с двумя опорными точками и лишающую тело двух степеней свободы (точки в1, в2);
опорную базу C, имеющую контакт с одной опорной точкой и лишающую тело одной степени свободы.

|
| Рисунок 2.1 Схема расположения призматической заготовки в пространстве. |
Каждая из названных баз определяет положение заготовки относительно одной из плоскостей системы координат в направлении перпендикулярном этой базе, т.е. в направлении одной из координатных осей.
Очевидно, что для полного ориентирования заготовки в приспособлении необходим комплект из трех баз.
В практике во многих случаях нет необходимости в полном ориентировании с использованием всего комплекта из трех баз («неполная схема базирования»).
Например, при обработке плоскости ориентирование заготовки на станке в направлении горизонтальных осей координат для получения требуемого размера а не имеет значения, поэтому боковые поверхности заготовки теряют значение баз (боковые поверхности используются только для закрепления и в процессе базирования не участвуют).

| Рисунок 2.2 Пример неполной схемы базирования призматической заготовки. а – выдерживаемый размер |
Для получения у заготовки двух размеров, например, a и в возникает необходимость ее ориентирования с помощью установочной базы – A и с помощью направляющей базы - B.
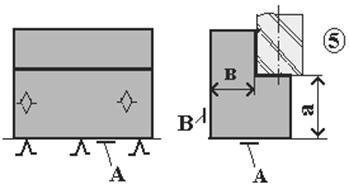
|
| Рисунок 2.3 Пример неполной схемы базирования призматической заготовки. а, в – выдерживаемые размеры |
В случае, когда требуется обеспечить выполнение трех размеров а, в и с, для ориентирования заготовки необходимо использование всего комплекта из трех баз, т. е. поверхностей A, B, C.

|
| Рисунок 2.4 Пример полной схемы базирования. а, в, с – выдерживаемые размеры |
При обработке цилиндрических заготовок для их базирования во многих случаях тоже нет необходимости в использовании комплекта всех трех баз.
Так при установке валов в центрах (для обтачивания на токарных станках или наружного шлифования) они базируются по конусам центровых отверстий и лишаются пяти степеней свободы.

|
| Рисунок 2.5 Схема базирования: «короткий конус» (центра). |
Таким образом, в зависимости от технологической задачи, решаемой при обработке заготовки, при ее базировании в приспособлении или на станке могут быть использованы одна или все три базы, содержащие три, четыре, пять или шесть опорных точек.
Существует понятия:
главная базирующая поверхность - это поверхность при установке на которую деталь имеет наибольшую устойчивость. Она содержит 3 (или более) опорные точки, является наиболее протяженной в сравнении с другими поверхностями;
свободная (несопрягаемая) поверхность - не участвует ни в обработке, при сборке не контактирует с другими поверхностями;
исполнительная поверхность - которая в данный момент может обрабатываться.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 6124; Нарушение авторских прав?; Мы поможем в написании вашей работы!