КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды станков для ЭЭО
|
|
|
|
Они могут быть прошивочными, шлифовальными, станки для разрезания профильным и не профилированным инструментов. К отдельной группе относят станки для ЭЭО на воздухе и станки для упрочнения и легирования.
Прошивочные станки предназначены для получения в заготовках отверстий, полостей и углублений. Если применяется профильный электрод-инструмент, то станки называют копировально-прошивочными (наиболее частое применение это нанесение различных надписей).
Принципиальная схема копировально-прошивочного станка приведена на рис. 1.33.
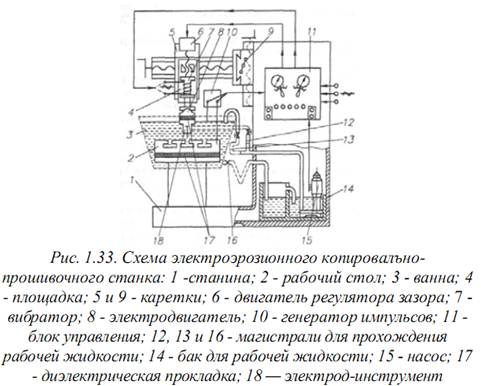
На станине 1 смонтирован рабочий стол 2, на котором закрепляется заготовка. Обработка осуществляется в ванне 3 с диэлектриком. Электрод-инструмент 18 закрепляется в электрододержателе 8 и с помощью кареток 5 и 9 перемещается в двух взаимно перпендикулярных направлениях горизонтальной плоскости. Электрод-инструмент 18 колеблется и поступательно перемещается к заготовке по сигналам регулятора, который приводит в действие двигатель 6 и вибратор 7, закрепленный на площадке 4. Стол и электрод-инструмент изолированы от станины станка диэлектрическими прокладками 17. Электрическая часть включает генератор импульсов 10 и блок управления 11. Диэлектрик подается в МЭП из бака 14 через магистраль 12. Насос 15 может подавать диэлектрик непосредственно в ванну 3 по магистрали 13. Для слива жидкости в бак 14 используется магистраль 16. На рисунке 1.34 показан общий вид универсального прошивочного станка.

Электроэрозионные шлифовальные станки комплектуются источником питания с постоянным напряжением. В качестве инструмента используют металлический диск, закрепленный на электрически изолированном шпинделе. Распространены вырезные станки для ЭЭО с не профилированным проволочным электродом (рис. 1.35). Обрабатываемая заготовка 21 устанавливается на вращающемся рабочем столе. Электрод-проволока 1 постоянно перематывается по направляющим роликам 2 и 13 с катушки 3 на катушку 12. Относительно заготовки проволока перемещается с помощью кареток 4 и 11 от электродвигателей 6 и 8 через передачи 5 и 10. Режимы работ двигателей задаются регуляторами зазора 7 и 9. В качестве задающих элементов используются копиры 20 и 22, с которыми проволока находится в постоянном контакте. С помощью втулки 19 из диэлектрика копиры изолируются от заготовки, которая устанавливается на оси 18 с помощью электродвигателя 15 через редуктор 17 приводясь во вращение. Режим работы электродвигателя 15 устанавливается регулятором МЭП 16. Заготовка 21 и проволока подключены к генератору импульсов 14. Когда используется 1 копир, то его крепят сверху заготовки, получая после вырезания практически параллельные образующие. В станке применены 2 электрические цепи: первая включает электрод-проволоку 1, заготовку 21 и генератор импульсов 14, вторая электрод-проволоку 1, копира 20 (или 22) и собственного источника питания. Если в процессе обработки контакт между проволокой и копиром прерывается, то регулирующая система станка подает речь на их сближение. Поэтому контур обработанной детали повторяет профиль копира со сдвигом на размер МЭП. За счет сочетания движения кареток 4 и 11, управляемых регуляторами 7 и 9 и вращения заготовки можно получить любой контур с различным углом наклона образующей.

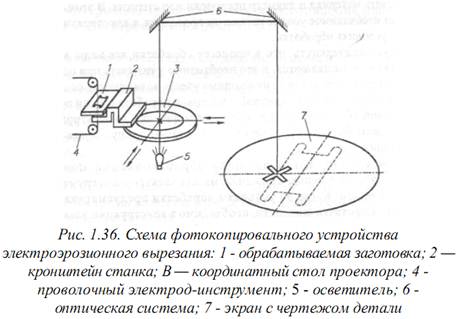
Отдельная группа это станки с фотокопировальными системами, производящие вырезку контура заготовки непосредственно по чертежу (рис. 1.36). Обрабатываемая заготовка 1 закрепляется на станке с помощью кронштейна 2, который связан с координатным столом 3. Свет от источника 5 освещает точку пересечения линий креста на столе, которая с помощью оптической системы 6 проецируется на экран 7. На экране помещают чертеж детали, выполненный в масштабе, и перемещают рабочий стол так, что бы точка пересечения линий креста обходила контур чертежа детали. Что передается на проволоку 4, вырезающую в заготовке 1 деталь. Стол с чертежом и рабочий стол станка связаны пантографами.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 651; Нарушение авторских прав?; Мы поможем в написании вашей работы!