КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изготовление деталей не профилированным электродом-инструментом
|
|
|
|
Электроэрозионное разрезание
Разрезание диском круглых заготовок проводят при их вращении, что увеличивает производительность разрезания в 3-4 раза. Если вращение невозможно, заготовку разрезают до половины, переустанавливают и обрабатывают с противоположной стороны. Электрод-инструмент – диск из стального листа толщиной до 1 мм и диаметром до 1 м. Разрезание выполняют при токе 600-800 А. Режимы резания рассчитывают для получения наибольшей производительности процесса. Электроэрозионное резание применяют для разделения нежестких заготовок и получения узких пазов в вязких и высокопрочных материалах.
Прошивание трубчатым электродом. На рисунке 1.49.а показана цилиндрическая заготовка 1, из которой необходимо получить ступенчатую деталь, форма которой показана пунктиром. Обеспечить требуемый профиль можно с помощью пустотелого электрода-инструмента 2. Для снижения конусности обрабатываемой ступени, на внутреннюю поверхность электрода-инструмента предварительно наносят диэлектрическое покрытие 3. После электроэрозионного прошивания полученную поверхность шлифуют.
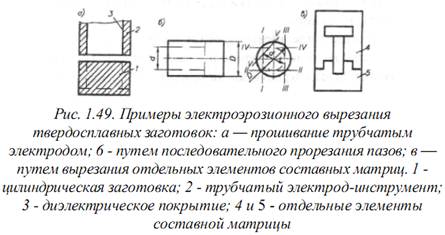
Разрезание проволочным электродом. На рисунке 1.49.б изображена цилиндрическая заготовка диаметром D, с которой необходимо удалить часть материала и получить ступень диаметром d, тогда на расстоянии d/2 от центра прорезают паз 1-1, затем заготовку поворачивают и выполняют паз 2-2, последовательно прорезая пазы 3-3, 4-4, 5-5 и далее удаляют основной припуск материала, после чего заготовку шлифуют до требуемого диаметра d. Расчет режимов обработки выполняют в последовательности:
· Определяют напряжение холостого хода (для черновых режимов 100-200В, для чистовых 80-110В)
· Находят энергию импульса, обеспечивающую получение заданной шероховатости
· Определяют силу тока короткого замыкания и среднюю силу тока
· Находят производительность процесса
Перед изготовлением рабочего контура матрицы намечают места прошивания отверстия для ввода проволоки. Отверстия располагают около обрабатываемого контура с той стороны заготовки, которая идет в отход. Через отверстие пропускают проволоку и включают подачу к копиру. После касания проволокой копира ее перемещение регулируется следящей системой станка. Затем изготавливают пуансон. Между ним и матрицей необходим равномерный зазор для того чтобы штамп имел высокую стойкость и не давал заусенцев на вырубленных деталях. Поэтому в качестве задающего элемента используют контур готовой матрицы. Возможные способы получения:
· если толщина вырубаемой детали несколько миллиметров, то из одной заготовки одновременно получают рабочий контур пуансоны и матрицы с зазором между ними равным ширине паза при обработке
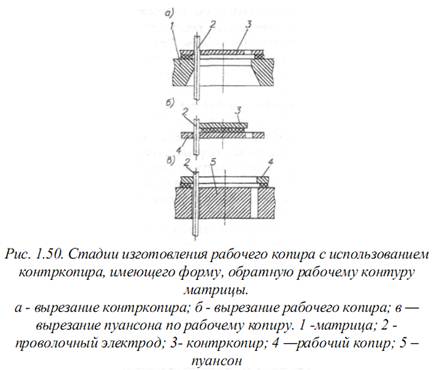
· использование обратного копира с профилем обратным рабочему контуру матрицы. Матрицу 1 (рис. 1.50.а) используют как копир при вырезании проволокой 2 из листовой заготовки контр-копира 3. После этого на этом же станке проволокой 2 большего диаметра (рис. 1.50.б) по контр-копиру 3 вырезают рабочий копир 4. Далее по нему выполняют пуансон 5 (рис. 1.50.в)
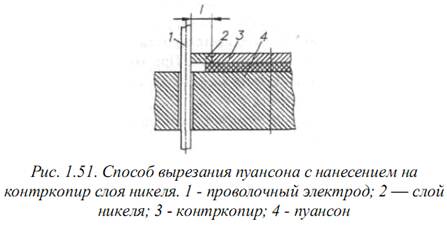
· нанесение на контр-копир 3 (рис. 1.51) слоя никеля 2 равномерно химическим способом. По копиру 3 проволокой 1 вырезают пуансон 4. Толщина никеля учитывает диаметр проволоки при вырезании контр-копира, размер МЭП, припуск на доводку пуансона и зазор между сопрягаемыми поверхностями
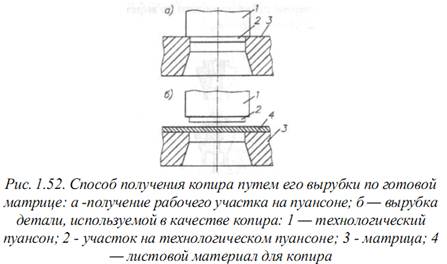
· по готовой матрице вырубают деталь, используемую в качестве копира. Для этого слесарно-механически из незакаленной стали выполняют технологический пуансон (рис. 1.52.а) с размерами превышающими размеры матрицы 3. Затем прессов вдавливают пуансон в матрицу, получая короткий участок 2, повторяющий фактический профиль матрицы. Этой частью пуансона из листа 4 (рис. 1.52.б) вырубают деталь, которую используют в качестве копира.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 898; Нарушение авторских прав?; Мы поможем в написании вашей работы!