КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок на токарно-гвинторізних верстатах
|
|
|
|
Токарно-гвинторізний верстат складається з наступних вузлів (рис.4.3). Станина 2 з горизонтальними призматичними напрямними служить для монтажу вузлів верстата й закріплена на двох тумбах. У передній тумбі 1 змонтований електродвигун головного привода верстата, у задній тумбі 12 — бак для зберігання мастильно-охолоджувальної рідини й насосна станція для подачі рідини в зону різання при обробці заготовок.
У передній бабці 6, яка установлена з лівої сторони станини, змонтована коробка швидкостей верстата та шпиндель. Механізми й передачі коробки швидкостей дозволяють одержувати різні частоти обертання шпинделя верстата. На шпинделі закріплюють затискні пристрої для передачі обертового моменту оброблюваної
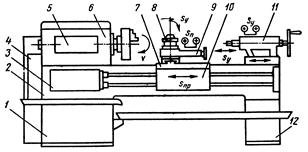
Рис.4.3 Загальний вид токарно-гвинторізного верстата
заготовки. На лицьовій стороні передньої бабки встановлена панель управління 5 механізмами й передачами коробки швидкостей.
Коробку подач 3 кріплять до лицьової сторони станини. У коробці подач змонтовані механізми й передачі, що дозволяють одержувати різні швидкості руху супортів. З лівої торцевої сторони станини встановлена коробка 4 змінних зубчастих коліс, необхідних для налагодження верстата на нарізування різьби.
Поздовжній супорт 7, який встановлений на напрямних станини, переміщується по ним і забезпечує поздовжню подачу різця. По напрямним поздовжнього супорта перпендикулярно осі обертання заготовки переміщується поперечна каретка, на якій змонтований верхній супорт 9. Поперечна каретка забезпечує поперечну подачу різцю. Верхній поворотний супорт можна встановлювати під будь-яким кутом до осі обертання заготовки, що необхідно при обробці конічних поверхонь заготовок.
На верхньому супорті змонтований чотирьохпозиційний поворотний різцетримач 8, у якому можна одночасно закріплювати чотири різці. До поздовжнього супорта кріплять фартух 10 верстата. У фартуху змонтовані механізми й передачі, що перетворюють обертовий рух ходового валика або ходового гвинта в поступальні рухи супортів. Задня бабка 11 установлена з правої сторони станини й переміщується по її напрямним. У пінолі задньої бабки встановлюють задній центр або інструмент для обробки отворів (свердла, зенкери, розвертки).
Корпус задньої бабки зміщується відносно її основи в поперечному напрямку, що необхідно при обточуванні зовнішніх конічних поверхонь. Для запобігання працюючого від травм стружкою, що сходить, на верстаті встановлюють спеціальний захисний екран.
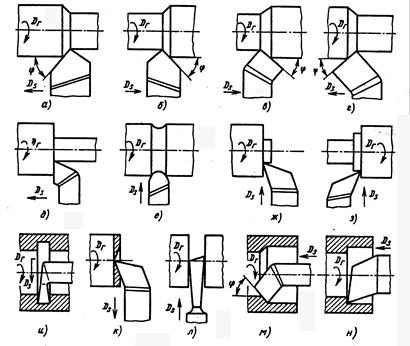
Рис. 4.4. Схеми обробки при точінні різцями:
прямим прохідним правим (а) і лівим (б), відігнутим прохідним правим (в) і лівим (г), прохідним упорним (і), канавковим зовнішнім (е), підрізними правим (ж) і лівим (з), внутрішнім канавковим (к) відрізним (к), підрізним із врізанням (л); розточувальним длянаскрізних (м) і глухих (н) отворів
Обточування зовнішніх циліндричних поверхонь. Зовнішні циліндричні поверхні обточують прямими або відігнутими прохідними різцями з поздовжньою подачею (рис. 4.4, а та рис. 4.5); гладкі вали — при установці заготовки на центрах. Спочатку обточують один кінець заготовки на довжину, необхідну для установки й закріплення хомутика, а потім її повертаютьна180° і обточують іншу частину.
Ступінчасті вали обточують по двом схемам: поділ припуску на частини (рис. 4.4, б) або поділ довжини заготовки на частини (рис. 4.4, в). У першому випадку обробляють заготовки з меншими глибинами різання, однак загальний шлях різця виходить великим і різко зростає  . У другому випадку припуск із кожного ступеню зрізується відразу за рахунок обробки заготовки з великою глибиною різання. При цьому
. У другому випадку припуск із кожного ступеню зрізується відразу за рахунок обробки заготовки з великою глибиною різання. При цьому  зменшується, але потрібна більша потужність привода верстата.
зменшується, але потрібна більша потужність привода верстата.
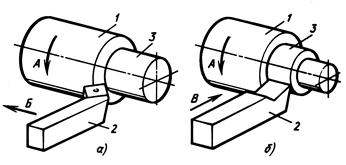
Рис. 4.5 Точіння зовнішніх циліндричних поверхонь
Нежорсткі вали рекомендується обробляти прохідними різцями, у яких головний кут у плані  = 90°. При обробці заготовок валів такими різцями радіальна складова сили різання = 0, що знижує деформацію заготовок.
= 90°. При обробці заготовок валів такими різцями радіальна складова сили різання = 0, що знижує деформацію заготовок.
Підрізання торців. Зазвичай перед обточуванням зовнішніх поверхонь заготовки підрізають один або обидва її торця. Торці підрізають підрізними різцями з поперечною подачею до центра (рис. 4.4, г і рис. 4.6) або від центра заготовки. При підрізанні з подачею від периферії до центра торець заготовки виходить увігнутим внаслідок впливу на різець складових сил різання  і . При підрізанні від центра до периферії поверхня торця виходить менш шорсткою, а торець випуклим. При повторному проході торець заготовки виходить плоским.
і . При підрізанні від центра до периферії поверхня торця виходить менш шорсткою, а торець випуклим. При повторному проході торець заготовки виходить плоским.
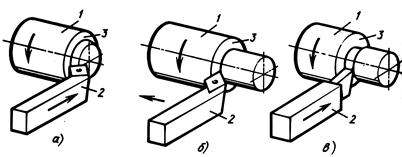
Рис. 4.6 Точіння торцевих поверхонь
Обточування галтелей (рис. 4.4, д). Цю операцію виконують прохідними різцями із закругленням між ріжучими лезами по відповідному радіусу з поздовжньою подачею або спеціальними галтельними різцями з поперечною подачею.
Проточування канавок (рис. 4.4, е). Проточують із поперечною подачею прорізними різцями, у яких довжина головного ріжучого леза дорівнює ширині канавки, що проточується. Широкі канавки проточують тими ж різцями спочатку з поперечною, а потім з поздовжньою подачею.
Свердління, зенкерування, зенкування й розгортання отворів виконують відповідними інструментами, що закріплюють у пінолі задньої бабки. На рис. 4.4, ж показана схема свердління в заготовці циліндричного отвору.
Розточування внутрішніх циліндричних поверхонь. Розточують розточувальними різцями, закріпленими в різцетримачі верстата, з поздовжньою подачею. Гладкі наскрізні отвори розточують прохідними різцями (рис. 4.4, з); ступінчасті та глухі циліндричні отвори — упорними розточувальними різцями (рис. 4.4, і). Зазвичай після розточування глухого або ступінчастого отвору на задану довжину поздовжню подачу виключають, включають поперечну подачу й підрізають внутрішній торець (дно) отвору.
Відрізання оброблених деталей. Відрізають відрізними різцями з поперечною подачею. При відрізанні деталі різцем із прямим головним ріжучим лезом (рис. 4.4, к) руйнується шийка, що утворюється, при цьому доводиться додатково підрізати торець готової деталі. При відрізанні деталі різцем з похилим ріжучим лезом (рис. 4.4, л) торець виходить чистим і додатково його підрізати не потрібно. При обробці заготовок на напівавтоматах і автоматах оброблені деталі відрізають від прутка відрізними різцями з похилим ріжучим лезом.
Обточування зовнішніх конічних поверхонь заготовок. Обточують на токарно-гвинторізних верстатах кількома способами.
1. Широкими токарними різцями (рис. 4.7, а). Ними обточують короткі конічні поверхні з довжиною твірної 25 — 30 мм токарними прохідними різцями, у яких головний кут у плані дорівнює половині кута при вершині конічної поверхні, що обточується. Довжина головного ріжучого леза різця повинна бути на 1 - 3 мм більше довжини твірної конічної поверхні. Обточують із поперечною або поздовжньою подачею різця. Спосіб широко використовують при знятті фасок з оброблених циліндричних поверхонь.
2. Поворотом каретки верхнього супорта (рис. 4.7, б). При обробці конічних поверхонь цим способом каретку верхнього супорта повертають на кут, що дорівнює половині кута при вершині оброблюваного конуса. Обробляють із ручною подачею верхнього супорта під кутом до лінії центрів верстата. Цим способом обточують конічні поверхні, довжина твірної яких не перевищує величини ходу каретки верхнього супорта (150 — 200 мм). Кут конуса поверхні, що обточується — довільний.
3. Зміщенням корпуса задньої бабки в поперечному напрямку (рис. 4.7, в). При обточуванні конічних поверхонь цим способом корпус задньої бабки зміщають відносно її основи в напрямку, перпендикулярному до лінії центрів верстата. Оброблювану заготовку встановлюють на кулькові центри. При цьому вісь обертання заготовки розташовується під кутом до лінії центрів верстата, а твірна конічної поверхні - паралельно лінії центрів верстата. Обточують із поздовжньою подачею різця довгі конічні поверхні з невеликим кутом конуса при вершині.
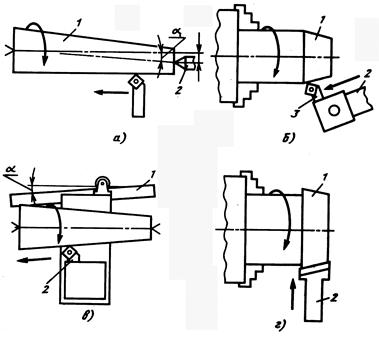
Рис. 4.7 Точіння конічних поверхонь
4. За допомогою копіювальної конусної лінійки (рис. 4.7, г). Корпус 3 конусної лінійки закріплюють на кронштейнах на станині верстата. На корпусі 3 є призматична напрямна 2, яку по шкалі встановлюють під кутом до лінії центрів верстата. По твірній переміщується повзун 1, який зв'язаний через важіль із кареткою поперечного супорта 4 верстата. При цьому гайку ходового гвинта поперечної подачі від'єднують від каретки супорта. Конічну поверхню цим способом обточують із поздовжньою подачею. Швидкість поздовжньої подачі складається зі швидкістю поперечної подачі, яку отримує каретка поперечного супорта від повзуна, що ковзає по твірній лінійки. Додавання двох рухів забезпечує переміщення різця під кутом до лінії центрів верстата. Обточують довгі конічні поверхні з кутом при вершині конуса до 30 — 40°.
Обточування внутрішніх конічних поверхонь. Обточують на токарно-гвинторізних верстатах широким різцем, поворотом каретки верхнього супорта, з конусною лінійкою. Часто внутрішні конічні поверхні обробляють спеціальними конічними зенкерами, які закріплюють у пінолі задньої бабки.
Обточування фасонних поверхонь. Короткі фасонні поверхні заготовок із довжиною твірної лінії 30—40ммобточують токарними фасонними різцями.По конструкції фасонні різці підрозділяють на стрижневі, круглі, призматичні й тангенціальні. Фасонні поверхні цими різцями обточують тільки з поперечною подачею  при обертовому русі заготовки
при обертовому русі заготовки  .
.

Рис. 4.8 Точіння фасонних поверхонь
Фасонні поверхні на токарно-гвинторізних верстатах, як правило, обточують тільки стрижневими різцями; різцями інших видів обточують фасонні поверхні на токарних напівавтоматах і автоматах. Стрижневі різці встановлюють і закріплюють у різцетримачі токарного верстата (рис. 4.8, а), а круглі (рис. 4.8, б), призматичні (рис. 4.8, в) і тангенціальні (рис. 4.8, г) — у спеціальних різцетримачах. На відміну від стрижневих, круглих і призматичних тангенціальні різці встановлюють нижче лінії центрів верстата так, щоб кожна точка ріжучого леза різця при поперечній подачі проходила дотично до відповідної точки фасонної поверхні оброблюваної заготовки. Різець, проходячи під заготовкою, обробляє фасонну поверхню до необхідного розміру, тобто напрохід.
Круглі, призматичні й тангенціальні різці мають велику стійкість і витримують значно більше число переточувань, ніж стрижневі, при збереженні форми й розмірів ріжучого леза. Довгі фасонні поверхні обробляють прохідними різцями з поздовжньою подачею за допомогою фасонного копіра, який установлюється замість конусної лінійки (рис. 4.8, д).
У серійному виробництві для обробки фасонних поверхонь на токарних верстатах використовують спеціальний гідрокопіювальний супорт замість поперечного супорта. Прохідний різець одержує  від поздовжнього супорта верстата й
від поздовжнього супорта верстата й  від рухливої каретки гідросупорта. Похилу подачу супорт одержує від спеціального копіра й слідкуючого пристрою гідросупорта. Сума цих рухів забезпечує рух різця по складній траекторії для обточування поверхні (рис. 4.8, е).
від рухливої каретки гідросупорта. Похилу подачу супорт одержує від спеціального копіра й слідкуючого пристрою гідросупорта. Сума цих рухів забезпечує рух різця по складній траекторії для обточування поверхні (рис. 4.8, е).
Нарізування різьби. На токарно-гвинторізних верстатах нарізають зовнішні та внутрішні різьби. Різьби нарізають різьбовими різцями, форма ріжучих лез яких визначається профілем і розмірами поперечного переріза різьб, які нарізаються. Різець установлюють на верстаті за шаблоном. Різьбу (рис. 4.9, а) нарізають із поздовжньою подачею різця  при обертовому русі заготовки . При нарізуванні різьби поздовжній супорт одержує поступальний рух від ходового гвинта та розсувної маточної гайки, яка змонтована у фартуху верстата. Це необхідно, щоб різець одержував рівномірний поступальний рух, що забезпечує постійність кроку різьби, що нарізається.
при обертовому русі заготовки . При нарізуванні різьби поздовжній супорт одержує поступальний рух від ходового гвинта та розсувної маточної гайки, яка змонтована у фартуху верстата. Це необхідно, щоб різець одержував рівномірний поступальний рух, що забезпечує постійність кроку різьби, що нарізається.
На токарно-гвинторізних верстатах нарізають метричні, дюймові, модульні й спеціальні різьби. Нарізування багатозахідних різьб на токарно-гвинторізному верстаті вимагає точного кутового поділу оброблюваної заготовки при переході від однієї нитки різьби, що нарізається, до іншої. Багатозахідні різьби нарізають такими способами:
1. поворотом заготовки на кут при використанні повідкового патрона з прорізами, зробленими під певними кутами, у які входить відігнутий кінець хомутика; при повороті заготовки на кут гвинторізний ланцюг розривають (виключають маточну гайку);
2. з використанням спеціального градуйованого патрона, що дозволяє одну частину патрона разом із заготовкою повернути відносно іншої частини патрона на необхідний кут (рис. 4.9, б);
3. зміщенням різця на крок різьби за допомогою ходового гвинта верхнього супорта;
4. з використанням декількох різців зі зміщенням їх відносно один одного в осьовому напрямку на величину кроку різьби, що нарізається; застосовують при нарізуванні різьби на гладких валах (робота напрохід).
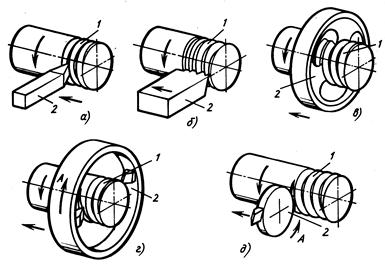
Рис. 4.9 Нарізування зовнішньої різьби
а) різьбовим різцем, б) гребінкою, в) плашкою, г) вихрове нарізування різьби,
д) зовнішнє фрезування головкою

Рис. 4.10 Точіння внутрішніх поверхонь
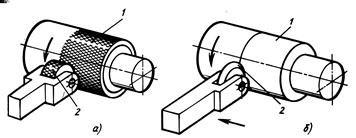
Рис. 4.11 Токарна обробка поверхневим пластичним деформуванням
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 4415; Нарушение авторских прав?; Мы поможем в написании вашей работы!