КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок на токарно-револьверних верстатах
|
|
|
|
Обробка складних деталей вимагає застосування великого числа різального інструменту. При обробці таких деталей на токарно-гвинторізному верстаті витрачається значний час на зміну інструмента, тому що одночасно на верстаті можна встановити тільки чотири різці (у різцетримачі) і один інструмент для обробки отвору (у пінолі задньої бабки). Очевидно, що для зменшення втрат часу на зміну інструмента необхідно на верстаті мати пристрій, що дозволило б закріплювати відразу велику кількість інструментів. Таким пристроєм є револьверна головка токарно-револьверного верстата.
Токарно-револьверний верстат (рис. 1) складається зі станини 1, передньої бабки 4 з коробкою швидкостей 3, коробки подач 2, поперечного супорта 5, револьверного супорта 7 з револьверною головкою 6, барабана 8 задніх упорів і барабана 9 передніх упорів. Під час налагодження на верстаті заздалегідь установлюють всі необхідні для обробки заготовки інструменти в різцетримачі поперечного супорта та гніздах револьверної головки. У процесі обробки інструменти вводять у роботу послідовно (один за одним) або паралельно (одночасно декілька).
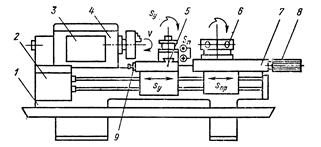
Рис.4.25 Загальний вид токарно-револьверного верстата
Паралельна робота інструментів — багатоінструментна обробка — скорочує основний час обробки, тому що одночасно обробляється кілька поверхонь заготовки. Попереднє налагодження верстата скорочує допоміжний час. І те й інше підвищує продуктивність роботи верстатів, які використовують при виготовленні партії однакових деталей. Продуктивність підвищується також і тому, що заготовку обробляють по налагодженим на верстаті упорам (барабани 8 і 9 на рис. 1), це дозволяє операторові автоматично витримувати діаметри й довжини оброблюваних поверхонь заготовки.
На пруткових револьверних верстатах деталі виготовляють із прутків (круглого, квадратного, шестигранного та інших поперечних перерізів). Пруток-заготовку пропускають крізь порожній шпиндель верстата й затискають у цанговому патроні. Після виготовлення чергову деталь відрізають від прутка. На патронних револьверних верстатах обробляють штучні заготовки: виливки поковки і т.д., які закріплюють у трьохкулачкових патронах.
За конструкцією револьверної головки розрізняють верстати з багатогранною револьверною головкою, що обертається відносно вертикальної осі; верстати із круглою головкою, що обертається відносно горизонтальної осі, і верстати з похилою віссю револьверної головки, що обертається відносно похилої осі.
Револьверні верстати з багатогранною головкою (рис. 4.25) мають крім револьверної головки один або два (передній та задній) поперечні супорти. Всі інструменти, що працюють із поздовжньою подачею (прохідні та розточувальні різці, свердла, зенкери, розгортки, мітчики і т.д.), закріплюють у револьверній головці; всі інструменти, які працюють із поперечною подачею (відрізні, підрізні, фасонні, галтельні, прорізні та інші різці), – у різцетримачах поперечних супортів.
Револьверні верстати із круглою головкою поперечних супортів не мають. Всі інструменти закріплюють у гніздах револьверної головки. Поперечна подача інструментів заміняється на цих верстатах круговою подачею револьверної головки за рахунок її повільного обертання відносно горизонтальної осі.
На токарно-револьверних верстатах обробляють деталі типу штуцерів, ступінчатих валиків, фланців, кілець, гайок, болтів і т.д. На верстатах обточують зовнішні циліндричні поверхні, підрізають торці, свердлять, зенкерують, зенкують і розгортають отвори, розточують внутрішні циліндричні поверхні, обточують фасонні поверхні, проточують канавки, фаски, галтелі, рифлення, нарізають зовнішні (плашками) і внутрішні (мітчиками) різьби. Якщо верстат має ходовий гвинт, можна нарізати різьби різцями. Конічні поверхні обточують широкими різцями або за допомогою спеціальних копіювальних пристроїв.
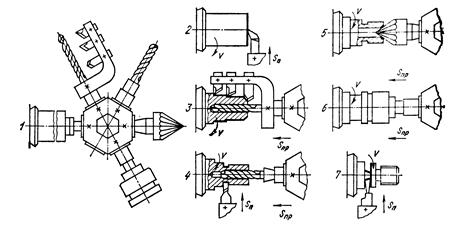
Рис. 4.26 Схеми обробки поверхонь заготовки на токарно-револьверному верстаті
1 - подача прутка до упору; 2 - підрізання правого торця; 3 - обточування двох циліндричних поверхонь, зняття фаски та свердління отвору; 4 - зенкерування отвору й проточування канавки; 5 - зенкування; 6 - нарізування різьби; 7 - відрізання деталі
На рис.4.26 показане налагодження револьверного верстата на виготовлення різьбової пробки. Обробку всіх поверхонь виконують за сім переходів.
Поверхні заготовки в позиціях 2, 4 (проточування кільцевої канавки) і 7 обробляють із подачею поперечного супорта, а в позиціях 3 (обточування), 4 (зенкерування отвору), 5 і 6 — з поздовжньою подачею револьверної головки.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1430; Нарушение авторских прав?; Мы поможем в написании вашей работы!