КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ріжучий інструмент
|
|
|
|
Характеристика методу свердління
ОБРОБКА ЗАГОТОВОК НА СВЕРДЛИЛЬНИХ ВЕРСТАТАХ
РОЗДІЛ 5
Свердління — називається процес утворення отвору в суцільному матеріалі різальним інструментом свердлом. Точність обробки не перевищує 11...12 -го квалітетів і шорсткість поверхні 12,5.
Свердлінням одержують наскрізні та некрізні (глухі) отвори й обробляють попередньо отримані отвори з метою збільшення їхніх розмірів, підвищення точності й зниження шорсткості поверхні.
Свердління здійснюють при сполученні обертового руху інструмента навколо осі – головного руху й поступального його руху вздовж осі – руху подачі. Обидва рухи на свердлильному верстаті повідомляють інструменту.
Процес різання при свердлінні протікає в більш складних умовах, ніж при точінні. У процесі різання ускладнений відвід стружки й підведення охолодної рідини до ріжучих лез інструмента. При відводі стружки відбувається тертя її об поверхню канавок свердла і свердла об поверхню отвору. У результаті підвищуються деформація стружки й тепловиділення. На збільшення деформації стружки впливає зміна швидкості різання уздовж ріжучого леза від максимального значення на периферії свердла до нульового значення біля центра.
Отвори на свердлильних верстатах обробляють свердлами, зенкерами, розгортками та мітчиками.
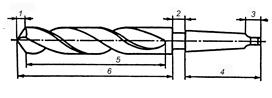
Рис. 5.1 Частини спірального свердла
Свердла. По конструкції та призначенню свердла підрозділяють на спіральні, центрові й спеціальні. Найпоширенішим інструментом для свердління й розсвердлювання є спіральне свердло (рис.5.1), яке складається із чотирьох частин: робочої 6, шийки 2, хвостовика 4 та лапки 3.
У робочій частині 6 розрізняють ріжучу 1 і напрямну 5 частини із гвинтовими канавками. Шийка 2 з'єднує робочу частину свердла із хвостовиком. Хвостовик 4 служить для установки свердла в шпинделі верстата. Лапка 3 є упором при вибиванні свердла з отвору шпинделя.
Робоча частина спірального свердла має два головних ріжучих леза, які утворені перетином передніх і задніх поверхонь, вони виконують основну роботу різання; поперечне ріжуче лезо (перемичка) і два допоміжних ріжучих леза. На циліндричній частині свердла уздовж гвинтової канавки розташовані дві вузькі стрічечки, що забезпечують напрямок свердла при різанні.
Стандартні спіральні свердли випускають діаметром 0,1- 80 мм.
Свердла для глибокого свердління. При свердлінні глибоких отворів ( ) застосовують спеціальні свердла. На рис. 5.2, а показане однолезове свердло з напаяною пластинкою із твердого сплаву для свердління глибоких отворів діаметром 30 — 80 мм. Свердло оснащене однією твердосплавною ріжучою пластинкою 1 і двома напрямними пластинками 2. Охолоджувальна рідина подається в зону різання і вимиває стружку через внутрішній канал 3 свердла.
) застосовують спеціальні свердла. На рис. 5.2, а показане однолезове свердло з напаяною пластинкою із твердого сплаву для свердління глибоких отворів діаметром 30 — 80 мм. Свердло оснащене однією твердосплавною ріжучою пластинкою 1 і двома напрямними пластинками 2. Охолоджувальна рідина подається в зону різання і вимиває стружку через внутрішній канал 3 свердла.
Наскрізні отвори діаметром більш ніж 100 мм свердлять кільцевими свердлами (рис.5.2, б). Свердло складається з порожнього корпуса 5 із гвинтовими канавками. На його торцевій частині закріплені ріжучі пластинки 4 (різці), ширина яких більше товщини стінок корпуса. Ріжучі леза пластинок виступають із боку торця, зовнішнього та внутрішнього діаметрів корпуса. Число пластинок 4 - 8, залежно від діаметра свердла. Таким свердлом вирізується кільцева канавка шириною, яка дорівнює ширині пластинок.
Охолоджувальну рідину подають через внутрішню порожнину свердла, а стружку відводять по гвинтовим канавкам.
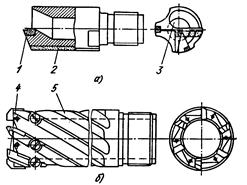
Рис. 5.2 Свердла для глибокого свердління
Зенкери (рис. 5.3 а, б, в). Цим інструментом обробляють отвори в литих або штампованих заготовках, а також попередньо просвердлені отвори. На відміну від свердлів вони оснащені трьома або чотирма головними ріжучими лезами та не мають поперечного леза, що підвищує їхню міцність і жорсткість. Ріжуча (або забірна) частина 1 виконує основну роботу різання. Калібруючи частина 5 служить для направлення зенкера в отворі та забезпечує необхідну точність і шорсткість поверхні (2 - шийка, 3 - лапка, 4 - хвостовик, 6 - робоча частина).
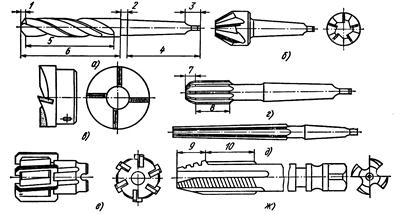
Рис. 5.3 Інструменти для обробки отворів на свердлильних верстатах
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1090; Нарушение авторских прав?; Мы поможем в написании вашей работы!