КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка поверхонь заготовок на вертикально-свердлильних верстатах
|
|
|
|
На рис. 5.6 показаний загальний вид вертикально-свердлильного верстата. На фундаментній плиті 1 змонтована колона 2. У верхній частині колони розташована коробка швидкостей 6, через яку шпинделю з різальним інструментом повідомляють головний обертовий рух. Рух подачі (поступальний вертикальний) інструмент одержує через коробку подач 5, розташовану в кронштейні 4. Заготовку встановлюють на столі 3. Стіл і кронштейн мають установочні переміщення по вертикальним напрямним колони 2. Суміщення осі обертання інструмента із заданою віссю отвору досягається переміщенням заготовки.
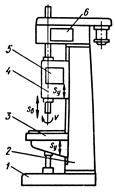
Рис. 5.6 Загальний вид вертикально-свердлильного верстата
На свердлильних верстатах виконують свердління, розсвердлювання, зенкерування, розгортання, цекування, зенкування, нарізування різьби та обробку складних отворів у заготовках невеликої маси (до 25 кг).
Свердління. На рис. 5.7, а показане свердління наскрізного отвору. Різальним інструментом є спіральне свердло. Залежно від необхідної точності та величини партії оброблюваних заготовок отвори свердлять у кондукторі або по розмітці.
Розсвердлювання. Це процес збільшення діаметра раніше просвердленого отвору свердлом більшого діаметра (рис. 5.7, б). Розсвердлюють зазвичай отвори діаметром більше 30 мм.
Необхідність попереднього свердління з наступним розсвердлюванням викликається збільшенням довжини поперечного ріжучого леза (перемички) у свердлах великого діаметра. При роботі таким свердлом у суцільному матеріалі різко зростає осьова сила. При малому передньому куті перемичка не ріже метал, а видавлює й скоблить його, що створює опір переміщенню свердла. Для усунення шкідливого впливу перемички на процес різання діаметр першого свердла повинен бути більше ширини перемички другого свердла. У цьому випадку перемичка другого свердла в роботі не бере участь, і осьова сила зменшується.
Зенкерування. Це обробка попередньо отриманих отворів для надання їм більш правильної геометричної форми, підвищення точності й зниження шорсткості багатолезовим різальним інструментом — зенкером (рис. 5.7 в).
Розгортання. Це остаточна обробка циліндричного або конічного отвору розгорненням (зазвичай після зенкерування) з метою одержання високого класу точності й малої шорсткості обробленої поверхні (рис. 5.7 г, д).
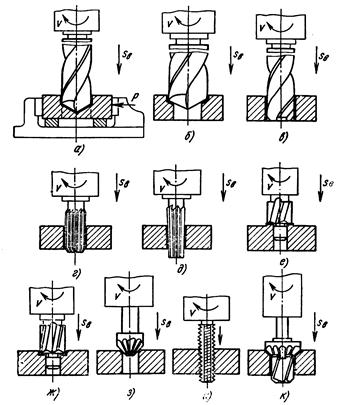
Рис. 5.7 Схеми обробки заготовок на вертикально-свердлильних верстатах
Цекування. Це обробка торцевої поверхні отвору торцевим зенкером для досягнення перпендикулярності плоскої торцевої поверхні отвору до його осі (рис. 5.7, е).
Зенкування. Зенкуванням одержують у існуючих отворах циліндричні або конічні заглиблення під головки гвинтів, болтів, заклепок та інших деталей. На рис. 5.7, ж, показане зенкування циліндричного заглиблення циліндричним зенкером (зенківкою) і конічного заглиблення конічним зенкером.
Нарізування різьби. Це одержання на внутрішній циліндричній поверхні за допомогою мітчика гвинтової канавки, профіль якої відповідає профілю ріжучої частини інструмента (рис. 5.7, и).
Обробка складних отворів. Складні отвори обробляють за допомогою комбінованого різального інструменту. На рис. 5.7, к показаний комбінований зенкер для обробки двох поверхонь: циліндричної та конічної.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 940; Нарушение авторских прав?; Мы поможем в написании вашей работы!