КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
І вертикально-фрезерних верстатах
|
|
|
|
Обробка поверхонь заготовок на горизонтально-фрезерних
Горизонтально-фрезерні верстати. На рис. 7.10 наведений загальний вид горизонтально-фрезерного верстата. У станині 1 розміщена коробка швидкостей 2. По вертикальним напрямним станини переміщається консоль 7. Заготовка, яка установлена на столі 4 у лещатах або пристрої, одержує подачу в трьох напрямках: поздовжньому (переміщення стола по напрямним полозок 6), поперечному (переміщення полозок по напрямним консолі) і вертикальному (переміщення консолі по напрямним станини). Головним рухом є обертання шпинделя. Коробка подач 8 розміщена усередині консолі. У верхній частині станини розташований хобот 3. По його напрямним переміщається підвіска 5 з підшипником для підтримки другого кінця довгої оправки із фрезою.
Горизонтально-фрезерні верстати, які мають поворотну плиту, що дозволяє повертати робочий стіл у горизонтальній площині та установлювати його на необхідний кут, називаються універсальними.
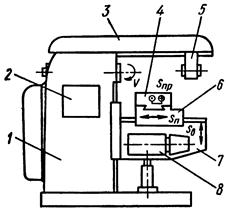
Рис. 7.10 Загальний вид горизонтально-фрезерного верстата
Вертикально-фрезерні верстати (рис. 7.11). Ці верстати мають багато загальних уніфікованих деталей і вузлів з горизонтально-фрезерними верстатами. У станині 1 розміщена коробка швидкостей 2. Шпиндельна головка 3 змонтована у верхній частині станини і може повертатися у вертикальній площині. При цьому вісь шпинделя 4 можна повертати під кутом до площини робочого стола 5. Головним рухом є обертання шпинделя. Стіл, на якому закріплюють заготовку, має поздовжнє переміщення по напрямним полозок 6. Полозки мають поперечне переміщення по напрямним консолі 7, яка переміщається по вертикальним напрямним станини. Таким чином, заготовка, яка установлена на столі 5, може одержувати подачу в трьох напрямках. У консолі змонтована коробка подач 8.
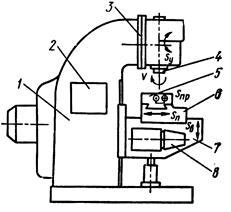
Рис. 7.11 Загальний вид вертикально-фрезерного верстата
На рис. 7.12 показані схеми фрезерування поверхонь на горизонтально- і вертикально-фрезерних верстатах. Формоутворюючі рухи на схемах позначені стрілками.
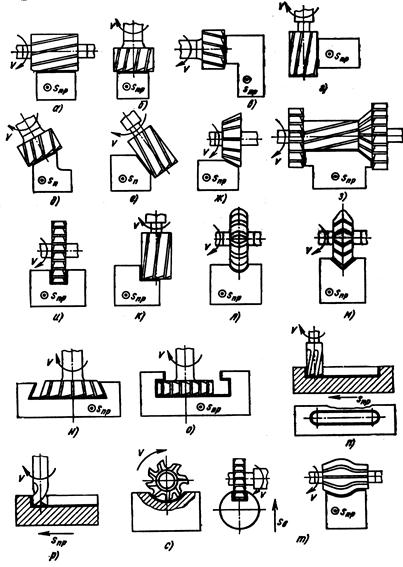
Рис. 7.12 Схеми обробки поверхонь заготовок на горизонтально- і вертикально-фрезерних верстатах
Горизонтальні площини фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами (рис. 7.12, а) і на вертикально-фрезерних верстатах — торцевими фрезами (рис. 7.12, б). Циліндричними фрезами доцільно обробляти горизонтальні площини шириною до 120 мм, при цьому довжина фрези повинна бути трохи більше ширини оброблюваної заготовки. У більшості випадків площини зручніше обробляти торцевими фрезами внаслідок більшої жорсткості їхнього кріплення в шпинделі та більш плавної роботи, тому що число одночасно працюючих зубів торцевої фрези більше числа зубів циліндричної фрези.
Вертикальні площини фрезерують на горизонтально-фрезерних верстатах торцевими фрезами (рис. 7.12, в) і торцевих фрезерних головок, а на вертикально-фрезерних верстатах — кінцевими фрезами (рис. 7.12, г).
Похилі площини й скоси фрезерують торцевими (рис. 7.12, д) і кінцевими (рис. 7.12, е) фрезами на вертикально-фрезерних верстатах, у яких фрезерна головка зі шпинделем повертається у вертикальній площині. Скоси фрезерують на горизонтально-фрезерному верстаті однокутовою фрезою (рис. 7.12, ж).
Комбіновані поверхні фрезерують набором фрез (рис. 7.12, з) на горизонтально-фрезерних верстатах. Точність взаємного розташування оброблених поверхонь залежить від жорсткості кріплення фрез по довжині оправки. Із цією метою застосовують додаткові опори (підвіски), причому уникають використання фрез з великим перепадом діаметрів (відношення діаметрів фрез, яке рекомендується, не більше 1,5).
Уступи та прямокутні пази фрезерують дисковими (рис. 7.12, и) і кінцевими (рис. 7.12, к) фрезами на горизонтально- і вертикально-фрезерних верстатах.
Уступи та пази доцільніше фрезерувати дисковими фрезами, тому що вони мають більше число зубів і допускають роботу з великими швидкостями різання.
Фасонні пази фрезерують фасонною дисковою фрезою (рис. 7.12, л), кутові пази — однокутовою та двохкутовою (рис. 7.12, м) фрезами на горизонтально-фрезерних верстатах.
Паз типу «ластівчин хвіст» фрезерують на вертикально-фрезерному верстаті за два проходи: прямокутний паз — кінцевою фрезою, потім скоси паза — кінцевою однокутовою фрезою (рис. 7.12, к). Т-подібні пази (рис. о), які широко застосовують у машинобудуванні як верстатні пази, наприклад на столах фрезерних верстатів, фрезерують звичайно за два проходи: спочатку паз прямокутного профілю кінцевий, рідше дисковою фрезою, потім нижню частину паза – фрезою для Т-подібних пазів.
Закриті шпонкові пази фрезерують кінцевими фрезами (рис. 7.12, п), а відкриті — кінцевими або шпонковими (рис. 7.12, р) фрезами на вертикально-фрезерних верстатах. Точність одержання шпонкового паза є важливою умовою при фрезеруванні, тому що від неї залежить характер посадки на шпонку деталей, які сполучаються із валом. Фрезерування шпонковою фрезою забезпечує одержання більш точного паза; при переточуванні по торцевим зубам діаметр шпонкової фрези практично не змінюється.
Пази під сегментні шпонки фрезерують на горизонтально-фрезерних верстатах дисковими фрезами (рис. 7.12, с). Заготовці повідомляють вертикальну подачу.
Фасонні поверхні незамкнутого контуру із криволінійною твірною та прямолінійною напрямною фрезерують на горизонтально- і вертикально-фрезерних верстатах фасонними фрезами відповідного профілю (рис. 7.12, т).
Застосування фасонних фрез ефективне при обробці вузьких і довгих фасонних поверхонь. Широкі профілі обробляють набором з фасонних фрез.
§ 5 Обробка поверхонь заготовок на поздовжньо-фрезерних верстатах
На поздовжньо-фрезерних верстатах фрезерують поверхні заготовок великої маси та розмірів (типу станин, корпусів, коробок передач, рамних конструкцій і т.п.) торцевими та кінцевими фрезами. Поздовжньо-фрезерні верстати будують одностійковими та двохстійковими із довжиною стола 1250 – 12 000 мм і шириною 400 – 5000 мм.
На рис. 7.13 наведений загальний вид поздовжньо-фрезерного двохстійкового верстата. Стіл верстата 2, на якому встановлюють заготовку, має тільки одне поздовжнє переміщення по напрямним станини 7. На кожній стійці 4 розташовані фрезерні головки 3, які можуть переміщатися по їх напрямним вгору та униз. У верхній частині стійки з'єднані поперечкою 6, що підвищує загальну жорсткість верстата. По вертикальним напрямним стійок переміщується траверса 5. Дві верхні фрезерні головки 3 переміщаються по напрямним траверси і можуть повертатися на кут до ±30°. Шпиндель кожної фрезерної головки може висуватися в осьовому напрямку на 100 – 200 мм.
Внаслідок відсутності консолі верстати цього типу мають більшу жорсткість, що дозволяє працювати на підвищених режимах різання.
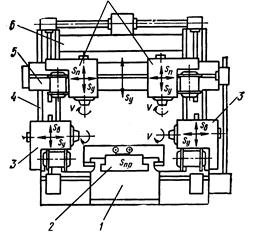
Рис. 7.13 Загальний вид поздовжньо-фрезерного двох стійкового верстата
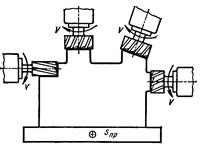
Рис. 7.14 Схема обробки заготовки на поздовжньо-фрезерному верстаті
На рис. 7.14 показаний приклад одночасного фрезерування декількох площин кінцевою і торцевою фрезами на двох стійковому поздовжньо-фрезерному верстаті.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2253; Нарушение авторских прав?; Мы поможем в написании вашей работы!