КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка поверхонь заготовок на протяжних верстатах
|
|
|
|
Протяжні верстати відрізняються простотою конструкції та експлуатації. Це зумовлено тим, що форма поверхні при обробці на протяжному верстаті залежить від форми ріжучих лез зубів інструмента. Основними характеристиками протяжного верстата є тягове зусилля і довжина ходу протяжки. Протяжні верстати мають гідравлічний привід і часто працюють по напівавтоматичному циклу. Залежно від виду оброблюваних поверхонь їх ділять на верстати для внутрішнього та зовнішнього протягування; за напрямком головного руху – на горизонтальні та вертикальні.
Горизонтально-протяжний верстат. Цейверстат для внутрішнього протягування (рис. 9.3) складається зі станини 1, насосної станції 2, гідроциліндра 3, каретки 4, опорного кронштейна 5 і корита 6. Протяжку хвостовою частиною вставляють у попередньо оброблений отвір заготовки і закріплюють у патроні каретки 4. Каретка із протяжкою одержує поступальний рух від штока поршня гідроциліндра — головний рух  . Заготовка під час протягування опирається торцем на опорну поверхню кронштейна 5. Поступальний рух протяжці повідомляють до тих пір, поки вона не вийде з отвору заготовки. Після закінчення протягування заготовка падає в корито 6, протяжка витягається з каретки 4, остання повертається у початкове положення (холостий хід
. Заготовка під час протягування опирається торцем на опорну поверхню кронштейна 5. Поступальний рух протяжці повідомляють до тих пір, поки вона не вийде з отвору заготовки. Після закінчення протягування заготовка падає в корито 6, протяжка витягається з каретки 4, остання повертається у початкове положення (холостий хід  ) і цикл обробки повторюється.
) і цикл обробки повторюється.
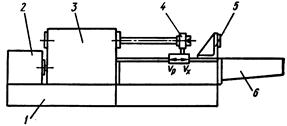
| 1 - станина 2 - насосна станція 3 - гідроциліндр 4 - каретка 5 - кронштейн 6 - корито |
Рис. 9.3 Загальний вид горизонтально-протяжного верстата
Вертикально-протяжний верстат. Цейверстат для зовнішнього протягування (рис. 9.4) складається з основи 1, станини 5, насосної станції 4, каретки 3, стола 2. Заготовку встановлюють у пристрої на столі верстата. Протяжку закріплюють у каретці та від гідроприводу повідомляють їй вертикальне поступальне переміщення — головний рух. Протяжка, опускаючись (робочий хід ), обробляє заготовку. Оброблену заготовку знімають, і рухлива каретка швидко повертається у вихідне положення (холостий хід ).
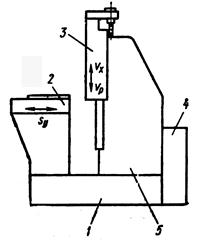
| 1 - основа 2 - стіл 3 - каретка 4 - насосна станція 5 - станина |
Рис. 9.4 Загальний вид вертикально-протяжного верстата
Протяжні верстати безперервної обробки (рис. 9.5). Ці верстати є верстатами високої продуктивності. На них обробляють заготовки безупинно. Заготовки 2 установлюють у пристроях замкнутого ланцюга 1 і повідомляють їм головний поступальний рух зі швидкістю  відносно нерухомої протяжки 3. Жорсткі напрямні 4 забезпечують паралельне переміщення ланцюга в зоні проходження заготовок під протяжкою.
відносно нерухомої протяжки 3. Жорсткі напрямні 4 забезпечують паралельне переміщення ланцюга в зоні проходження заготовок під протяжкою.
На протяжних верстатах безперервної обробки карусельного типу заготовки встановлюють на обертовому круглому столі. Отвори різної геометричної форми протягують на горизонтально-протяжних верстатах для внутрішнього протягування. Розміри отворів, що протягуються, становлять 5-250 мм.
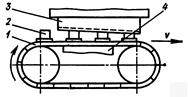
| 1 - пристрої 2 - заготовки 3 - нерухома протяжка 4 - напрямні |
Рис. 9.5 Схема обробки заготовок на протяжному верстаті безперервної обробки
Циліндричні отвори протягують круглими протяжками після свердління, розточування або зенкерування. Застосовують також протягування отворів, отриманих при литті та штампуванні, без попередньої їхньої обробки. Зазвичай довжина отворів не перевищує трьох діаметрів.
Якщо торець отвору в заготовці не оброблений, то для її установки застосовують пристрої зі сферичною опорною поверхнею (рис. 9.6, а). Заготовка в цьому випадку може самовстановлюватися (центруватися) по осі протяжки, навіть якщо торець заготовки не перпендикулярний осі отвору. У тих випадках, коли при попередній обробці передбачене одержання торця отвору, перпендикулярного до його осі, заготовка опирається на жорстку (нерухому) поверхню.
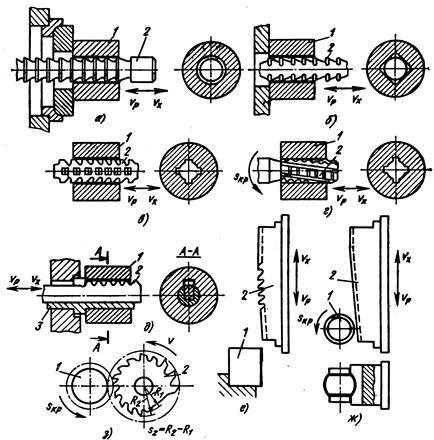
Рис. 9.6 Схеми обробки поверхонь заготовок на протяжних верстатах
1 — заготовка; 2 — протяжка; 3 — напрямна втулка
Багатогранні отвори (трикутні, квадратні і т.п.) протягують багатогранними протяжками. Вихідною поверхнею для протягування є круглий отвір. На рис. 9.6, б наведена схема протягування квадратного отвору.
Шліцові отвори з різним профілем шліців протягують багатошліцовими протяжками, що формують одночасно весь профіль отвору.
На рис. 9.6 в наведена схема протягування прямих шліців. Гвинтові шліци протягують протяжкою, різальні зуби якої розташовані по гвинтовій лінії, із пристроєм, що забезпечує додаткове обертання протяжки (рис. 9.6, г) або заготовки.
Шпонкові та інші пази протягують протяжками, форма зубів яких у поперечному перерізі відповідає профілю паза, що протягується. Шпонкові пази протягують плоскою шпонковою протяжкою (рис. 9.6, д) із застосуванням спеціального пристрою — напрямної втулки 3. Уздовж всієї втулки прорізають прямокутний паз, який є напрямним для протяжки.
Зовнішні поверхні різної геометричної форми із прямолінійною твірною протягують на вертикально-протяжних верстатах для зовнішнього протягування, а також на верстатах безперервної обробки конвеєрного типу.
Протягування зовнішніх поверхонь успішно застосовують замість інших методів обробки з метою зниження її трудомісткості та вартості. Зовнішнім протягуванням можна замінити стругання, фрезерування, а в деяких випадках і шліфування. При протягуванні складних фасонних контурів замість фрезерування (наприклад, плоских кулачків) не тільки знижується трудомісткість обробки, але й забезпечується висока якість обробленої поверхні. Плоскі та більш складні зовнішні поверхні протягують плоскими протяжками прямого і фасонного профілю.
На рис. 9.6, е наведена схема протягування вертикальної площини.
На спеціальних протяжних верстатах можна обробляти зовнішні поверхні заготовок форми тіл обертання плоскими (рис. 9.6, ж) і дисковими (рис. 9.6, з) протяжками. В обох випадках заготовці повідомляють кругову подачу. Плоске протягування має головний рух – поступальний, а дискове протягування – обертальний навколо своєї осі.
Циліндричні та конічні зубчасті колеса зовнішнього зачеплення протягують у такий спосіб. Циліндричні зубчасті колеса із прямими зубами та інші деталі, що мають зовнішні пази, виготовляють послідовним протягуванням впадини між зубами за один або кілька проходів на горизонтальному та вертикальному протяжному верстатах з ділильними автоматичними пристроями. На спеціальних протяжних автоматах з круглою протяжкою спеціальної конструкції, яка безупинно обертається, нарізають циліндричні та конічні зубчасті колеса із прямими зубами.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1996; Нарушение авторских прав?; Мы поможем в написании вашей работы!