КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок на круглошліфувальних верстатах
|
|
|
|
Конструкції круглошліфувальних верстатів та їхнє компонування підпорядковуються основним схемам шліфування. Верстати забезпечують всі необхідні для обробки рухи та кінематичні співвідношення.
Круглошліфувальний верстат складається з наступних основних вузлів: станини 1, стола 2, передньої бабки 3 з коробкою швидкостей, шліфувальної бабки 4, задньої бабки 5 і приводу стола 6 (рис. 11.3). Ці верстати поділяють на прості, універсальні та урізні. Універсальні верстати мають поворотну передню та шліфувальну бабки. Кожну бабку можна повернути на певний кут навколо вертикальної осі та закріпити для наступної роботи. Прості верстати постачені неповоротними бабками. У врізних верстатах відсутня поздовжня подача стола, а шліфування ведеться по всій довжині заготовки широким абразивним кругом з поперечною подачею.
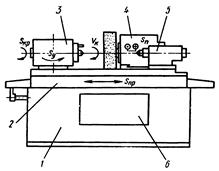
Рис. 11.3 - Загальний вид круглошліфувального верстата
Для подач вузлів круглошліфувальних верстатів широко використовують гідравлічні пристрої. Зворотно-поступальне переміщення стола здійснюється за допомогою гідроциліндра та поршня. Керують ними пристрої, які перемикаються столом у крайніх положеннях. Гідравлічні механізми використовують також для періодичної подачі шліфувальної бабки. Вони забезпечують безступінчасте регулювання подачі.
Кругову подачу заготовки забезпечує спеціальний електродвигун. Тут використовують безступінчасте регулювання частоти обертання двигуна за рахунок зміни електричного опору.
Шліфувальний круг обертається за допомогою клиноремінної передачі. Після спрацювання круга та зменшення його діаметра використовують іншу пару шківів.
Найбільш поширене шліфування в центрах. Для підвищення точності обробки центри встановлюють нерухомо. Кругова подача заготовки забезпечується за рахунок повідкового пристрою (поводок і хомутик), що приводиться у дію планшайбою, яка обертається. Можливо консольне закріплення заготовок у кулачкових патронах.
Кругле шліфування циліндричних поверхонь може бути виконане по одній із чотирьох схем (рис. 11.4).
При шліфуванні з поздовжньою подачею (рис. 11.4, а) заготовка обертається рівномірно і здійснює зворотно-поступальний рух. Наприкінці ходу заготовки шліфувальний круг переміщається на глибину різання і при наступному ході зрізується шар металу певної глибини. Шліфують до тих пір, поки не одержать поверхню заготовки заданого розміру.
Швидкість обертового руху кола забезпечує швидкість різання.
Якщо необхідно шліфувати другу ділянку заготовки, верстат зупиняють, налаштовують і регулюють упори на столі для перемикання вже в нових положеннях. Також установлюють величини всіх подач залежно від необхідної шорсткості поверхні.
При шліфуванні заготовок недостатньої жорсткості виникає небезпека їхніх надмірних прогинів від сил різання. У цих випадках на столі встановлюють люнети, число яких визначається конструкцією заготовки.
Для підвищення продуктивності процесу шліфування за рахунок скорочення допоміжного часу верстати оснащують спеціальними швидкодіючими повідковими пристроями, а також вимірювальними пристроями, які припиняють цей процес при досягненні необхідного розміру.
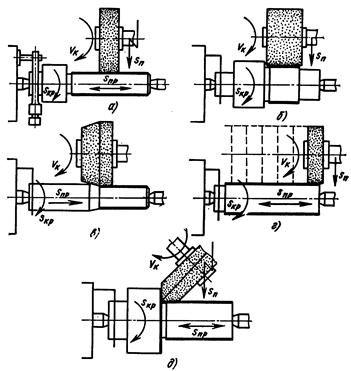
Рис. 11.4 - Схеми обробки заготовок на круглошліфувальних верстатах
Продуктивним способом обробки є урізне шліфування (рис. 11.4, б). Його застосовують при обробці жорстких заготовок у тих випадках, коли ширина ділянки, яка шліфується, менше ширини шліфувального круга. Круг переміщується з постійною подачею до досягнення необхідного розміру поверхні. Цей же метод використовують при шліфуванні фасонних поверхонь і кільцевих канавок. Шліфувальний круг заправляють відповідно до форми поверхні або канавки.
Глибинним шліфуванням (рис. 11.4, в) за один прохід знімають шар матеріалу на всю необхідну глибину. На шліфувальному кругу формують конічну ділянку довжиною 8 – 12 мм. У ході шліфування конічна ділянка видаляє основну частину шару, який зрізається, а циліндрична ділянка зачищає оброблену поверхню. Поперечна подача відсутня. Конструктивне оформлення заготовки повинне забезпечувати можливість шліфування даним способом.
Шліфування уступами (рис. 11.4, г) — це поєднання методів, які показані на рис. 11.4, а та б. Процес шліфування складається із двох етапів. На першому етапі шліфують врізанням з подачею, пересуваючи періодично стіл на 0,8 – 0,9 ширини круга (показано штриховою лінією). На другому етапі роблять кілька ходів з поздовжньою подачею для зачищення поверхні при виключеній подачі.
У багатьох випадках необхідно забезпечити на деталях правильне взаємне розташування циліндричних і плоских (торцевих) поверхонь. Для виконання цієї умови шліфувальний круг заправляють так, як показано на рис. 11.4, д, і повертають па певний кут. Шліфують конічними ділянками круга. Циліндричну поверхню обробляють за схемою, аналогічній схемі, яка показана на рис. 11.4, а, з періодичною подачею глибини різання. Обробка торцевої поверхні деталі закінчується найчастіше з подачею вручну при плавному підведенні заготовки до круга.
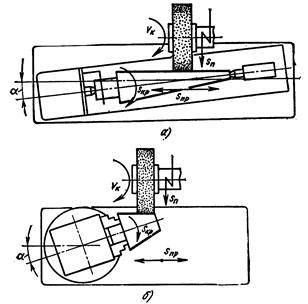
Рис. 11.5 - Схеми шліфування конічних поверхонь
Зовнішні конічні поверхні шліфують по двом основним схемам. При обробці заготовок у центрах (рис. 11.5, а) верхню частину стола повертають разом з ними на кут α так, що положення утворюючої конічної поверхні збігається з напрямком поздовжньої подачі. Далі шліфують за аналогією з обробкою циліндричних поверхонь.
При консольному закріпленні заготовок (рис. 11.5, б) на кут α (половина кута конуса) повертається передня бабка.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1599; Нарушение авторских прав?; Мы поможем в написании вашей работы!