КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Внутришлифовалъный станок ЗК228В
|
|
|
|
Внутри шлифовальные станки по виду круговой подачи выпускают обычными (простыми) и планетарными. Обычные станки применяют для шлифования отверстий в деталях, которые можно закреплять в патроне и которым можно сообщать вращательное движение. Такие станки получили наибольшее распространение. Для шлифования отверстий в тяжелых деталях, а также в деталях несимметричной формы используют
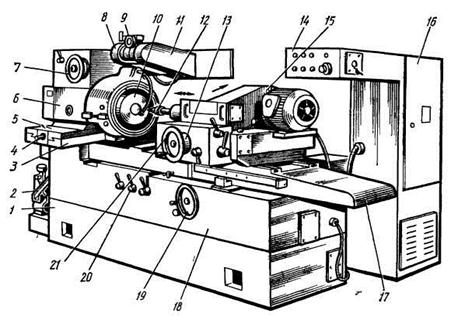
Рис. 7.15 Внутришлифовалъный станок ЗК228В
планетарные внутришлифовальные станки (см. рис. 7.1, г).
Станок ЗК228В (рис. 7.15) является универсальным внутри-шлифовальным станком (простым). Он предназначен для шлифования цилиндрических и конических отверстий (диаметром 50- 200 мм и длиной до 200 мм) в мелко- и среднесерийном производстве. На станке предусмотрено торцешлифовальное устройство 11 для обработки с одной установки кругом 8 торца заготовки. Станок состоит из станины 18, на направляющих которой смонтирован стол 17 со шлифовальной бабкой 15, шпинделем и кругом 12. Шлифовальная бабка на столе перемещается по поперечным верхним направляющим качения механически или вручную от маховика 21. С левой стороны на станине на салазках 5 моста 3 установлена бабка изделия 6 со шпинделем и патроном 10. Бабка изделия установлена на салазках и имеет установочное поперечное перемещение от винта 4, а также при необходимости может поворачиваться на угол для шлифования конических отверстий.
Продольное перемещение стола осуществляется от гидропривода, расположенного в станине и управляемого рукояткой 20, Вручную в продольном направлении стол перемещается маховиком 19. Торцешлифовальное устройство, установленное на бабке изделия, может поворачиваться из верхнего положения в рабочее механически или маховиком 7. Ручная подача круга (на врезание) - от маховика 9. Охлаждающая жидкость подается электронасосом 2 из бака 1. Электроаппаратура с пультом управления 14 расположена в электрошкафу 16.
В процессе шлифования вращаются заготовка и шлифовальный круг при одновременном его возвратно-поступательном перемещении вместе со шлифовальной бабкой и столом. Шлифовальной бабке периодически сообщается поперечная подача. Работа торцешлифовального устройства происходит при вращении заготовки и шлифовального круга и подачей круга вдоль оси. Размер шлифуемого отверстия контролируют на станке или по лимбу 13 механизма поперечной подачи шлифовальной
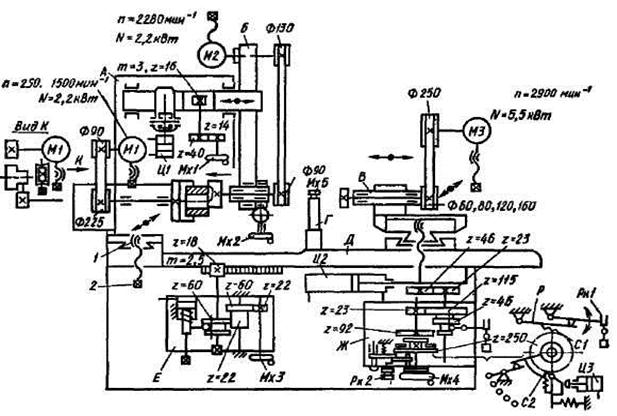
Рис. 7.16. Кинематическая схема внутришлифовального станка ЗК.228В
бабки, или по измерительному прибору. В этом случае лапка прибора вводится в отверстие и по мере снятия припуска по индикатору можно наблюдать за ходом шлифования и прекратить обработку при достижении размера.
Движения в станке (рис. 7.16). Главное движение - вращение шлифовального круга бабки В - осуществляется от электродвигателя M3 через плоскоременную передачу со сменными шкивами. Вращение круга торцешлифовального устройства Б происходит от электродвигателя М2 с помощью ременной передачи.
Круговая подача - вращение шпинделя бабки А с обрабатываемой заготовкой — производится от электродвигателя Ml с бесступенчатым регулированием частоты вращения через клиноременную передачу 90/225.
Продольная подача - возвратно-поступательное движение шлифовального круга — осуществляется от гидропривода с гидроцилиндром Ц2. Скорость стола Д бесступенчато регулируется в пределах 0,1 - 12 мм/мин. Ручное перемещение стол получает от маховика МхЗ механизма Е через зубчатые колеса 22/60, 22/60 и реечную пару (z = 18; m = 2,5). Гидравлическое и ручное перемещения стола сблокированы. При осуществлении гидравлической подачи зубчатое колесо z = 60 с помощью гидроцилиндра выводится из зацепления с широким колесом z = 22.
Поперечная подача шлифовального круга бабкиВ осуществляется с помощью механизма подачи Ж. Механизм обеспечивает: а) ручное перемещение за один оборот маховика Мх 4; б) ускоренное 1 5 = 5 мм и медленное 1
5 = 5 мм и медленное 1 5 = 0,5 мм перемещения; в) дозированное перемещение, при котором посредством качания рукоятки Рк1 через рычажную систему Р и собачку С1 осуществляется поворот храпового колеса z = 250. В этом случае при повороте колеса на один зуб поперечная подача составляет
5 = 0,5 мм перемещения; в) дозированное перемещение, при котором посредством качания рукоятки Рк1 через рычажную систему Р и собачку С1 осуществляется поворот храпового колеса z = 250. В этом случае при повороте колеса на один зуб поперечная подача составляет
1 мм/качание.
мм/качание.
При одном качании рукоятки собачка может повернуть храповое колесо на один -шесть зубьев или обеспечить подачу от 0,002 до 0,014 мм/качание; автоматическую поперечную подачу шлифовальной бабки за один двойной ход стола при срабатывании гидрораспреде лителя ЦЗ. В этом случае золотник через рычаг воздействует на собачку С2, соприкасающуюся с зубьями храпового колеса. Подача устанавливается рукояткой Рк2, изменяющей положение собачки С2 относительно храпового колеса z = 250 (через сектор).
Продольное и круговое перемещение торцешлифовального устройства Б. Ручное продольное перемещение производится вращением маховика Mxl. За один его оборот торцовый круг подается на 1∙(14/40)∙ 16∙3∙3,14 = 53 мм. Поворот устройства с верхнего положения в нижнее (рабочее) осуществляется цилиндром Ц1. Подача торцешлифовального устройства на врезание выполняется вращением маховика Мх2 через червячную и винтовую передачи. Подача 0,1 мм/оборот маховика. Установочное поперечное перемещение бабки изделия 1 выполняют винтом 2,
Правка шлифовального круга. Наладочное перемещение алмаза для правки шлифовального круга происходит при движении всего механизма правки Г. Подача осуществляется при вращении маховика Мх5. Торцешлифовальный круг правят вручную при качательном движении оправки, несущей алмаз.
На базе универсального внутри шлифовального станка ЗК228В (а также серии ЗК) выпускают различные модификации станков, включая полуавтоматы и автоматы. Работа полуавтомата заключается в следующем. После установки и закрепления в патроне заготовки и подвода к ней измерительного устройства включается вращение шлифовального круга и заготовки, а также включается возвратно-поступательное перемещение стола и поперечную подачу шлифовальной бабки. Шлифовальная бабка быстро подходит к заготовке, и включается обдирочная подача. При оставлении на детали припуска на чистовую обработку по команде измерительного устройства стол на замедленном ходу отводит шлифовальный круг от заготовки, и в это время происходит правка круга. После правки выполняется чистовое шлифование. Команда на прекращение поперечной подачи дается от измерительного устройства.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2693; Нарушение авторских прав?; Мы поможем в написании вашей работы!