КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Полуавтомат мод. 3662 для заточки червячных фрез
|
|
|
|
Рукоятка механизма правки; 11 - откидная упорка; 12- гайка регулирования упорки на
Станина; 2 - рукоятка установки вытяжной шпонки коробки передач, 3 - каретка; 4 - гайка
зажима верхней каретки, 5 - рукоятка поворота верхней каретки; 6 - рукоятка зажима бабки
заднего центра; 7 - рукоятка зажима заднего центра, 8 - патрон, 9 - зажим губок патрона;
толщину перемычки; 13 - шлифовальный шпиндель; 14 - рукоятка крана охлаждения; 15 - ру-
коятка установки на величину заднего угла; 16 - кнопка «Пуск»; 17 - кнопка «Стоп», 18 - шпин-
дельная бабка; 19 - маховичок включения механизма автоматической подачи, вращения патрона,
планетарного и осевого перемещения шпинделя; 20 - рукоятка установки величины подачи, 21 -
механизм подачи; 22 - маховичок ручной подачи каретки; 23 - винт регулирования пружины натяжного ролика; 24 - выключатели.
Планетарное движение шшнделя_16 со шлифовальным кругом способствует более равномерному износу круга. Это движение осуществляется эксцентричным расположением оси шпинделя 16 по отношению к оси гильзы 7. Последняя вращается в разрезных конусных биметаллических подшипниках скольжения. Шпиндель смонтирован в эксцентрично-расточенных отверстиях гильзы на радиально-упорных шарикоподшипниках.
Торцовый кулачок 8, закрепленный на гильзе, имеет три различных кривых подъема, которые расположены концентрично. В зависимости от диаметра затачиваемого сверла и требуемой величины заднего угла в работе участвует одна из этих кривых. Торцовый кулачок 8 прижимается двумя пружинами 6 к упору 9, закрепленному на корпусе шлифовальной бабки. ^^1
Упор 9 имеет три различных выступа, которые при помощи рукоятки 15 (рис. 8.7.) приводятся в контакт с соответствующей кривой кулачка и тем самым изменяют
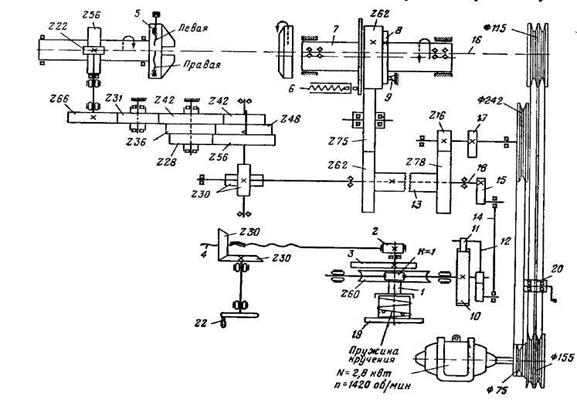
Рис. 8.7. Кинематическая схема полуавтомата мод. 3659А для заточки сверл.
величину осевого перемещения шпинделя, а следовательно, при заточке по винтовой поверхности — и величину ее шага. Изменение величины шага винтовой поверхности позволяет изменять величину заднего угла затачиваемого инструмента.
В соответствии с величиной диаметра затачиваемого сверла применяют торцовые кулачки для заточки малых, средних или больших диаметров. Патрон 5 (рис. 8.7.) получает вращательное движение от цепи вращения гильзы 7.
Расчетное уравнение настройки для данной цепи:
1 об. кулачка ∙62/62∙×30/30∙ i ∙42/66×22/56=1/ К
где i = 4/ К; здесь К — соответствующее передаточное отношение зубчатых колес коробки передач
(К = 56/28; 48/36 или 42/42),
выбираемое в зависимости от затачиваемого инструмента; i = 2 при заточке сверл; i = 3 или 4 при заточке соответственно трехперых или четырехперых зенкеров.
Таким образом, сверла затачиваются при включении нижних зубчатых колес трехвенцового механизма, трехперые зенкеры - при включении средних и четырехперые зенкеры - при включении верхних зубчатых колес.
Каретка 3 (рис. 8.6) с установленным на ней патроном 8 перемещается по направляющим станины. Каретку можно перемещать вручную, маховичком 22 (рис. 8.6, 8.7.) через конические зубчатые колеса 30/30, винт 4 (рис. 8.7.) и гайку, закрепленную на каретке патронодержателя.
На станке можно производить также автоматическую подачу при помощи механизма, показанного на рис. 8.8. Включение вращения патрона с инструментом, возвратно-поступательного и планетарного движения шлифовального круга, установка на глубину снимаемого слоя и включение автоматической подачи производится одним маховичком 19 (рис. 8.6, 8.7.). Поворотом маховичка 19 на угол примерно 40° от кулачка 3 (рис. 8.7., 8.8.), закрепленного на валике 1, через рычаг и вилку включается кулачковая муфта 13 (рис. 8.7.) привода вращения патрона, планетарного и осевого перемещения шпинделя.
Дальнейшим поворотом маховичка 19 (рис. 8.7), а следовательно, I и кулачка 2 автоматической подачи изделия по лимбу устанавливается необходимая величина снимаемого при заточке слоя.
После этого, нажав на маховичок 19, включают мелкозубую торцовую муфту 4 (рис. 8.8). Кривошип 15, закрепленный на конце распределительного вала 18 (рис. 8.7), при своем вращении через шатун 14 (рис. 8.7., 8.8.) и рычаг 12 передает качательное движение собачке 11, которая поворачивает храповое колесо 10, а следовательно, и червяк 8 (k = 1, рис. 8.8.), с червячным колесом 5 (z = 60), осуществляя вращение кулачка 2 - автоматической подачи каретки изделия.
Кривая кулачка 2 выполнена так, что величина подачи в процессе заточки изменяется; в начале цикла, когда происходит грубая заточка, подача имеет наибольшую величину, затем величина подачи уменьшается и в конце заточки происходит процесс выхаживания (подача равна нулю). Это повышает качество заточки инструмента. Величина максимальной подачи регулируется в пределах 0,04-0,005 мм при помощи щитка 13, закрывающего часть зубьев храпового колеса 10 (рис. 8.7., 8.8). Величина подачи изменяется рукояткой 9 (рис. 8.8). Этой же рукояткой устанавливают валик 1 в положение, при котором планетарное движение шпинделя и вращение патрона будут включены с учетом поворота маховичка 19 на 40° от исходного положения.
В конце цикла автоматическая подача отключается упорами 7, расположенными на маховичке 19, которые, встречаясь с торцовыми кулачками 16, постепенно выводят из зацепления мелкозубую торцовую муфту 4. После отключения автоматической подачи пружина кручения 6 поворачивает валик 1 с маховичком 19 и кулачком 2 в исходное положение, а кулачок 3 отключает муфту 13 (рис. 8.7), и происходит отключение вращения патрона, планетарного и осевого движения шпинделя. Следовательно, по окончании заточки все движения, кроме вращения шлифовального круга, автоматически отключаются, а затачиваемый инструмент отводится от круга.
Каретка 3 (рис. 8.6) состоит из двух частей. Нижняя часть (салазки) перемещается по направляющим станины параллельно оси шпинделя.

Рис. 8.8. Механизм подачи полуавтомата мод. 3659А.
Верхняя часть, вместе с патронами изделия, может устанавливаться под углом относительно оси шпинделя. Угол поворота отсчитывается по шкале. После установки верхняя часть закрепляется винтом и гайкой 4.
Затачиваемый инструмент перед закреплением устанавливается в патроне по специальной откидной упорке, закрепленной шарнирно на торце патрона. На конусе упорки имеется регулируемый зуб, который можно перемещать и по специальной шкале устанавливать на заданную толщину перемычки затачиваемых сверл. Для заточки зенкеров зуб устанавливают в нулевое положение.
На штанге сзади патрона имеется подвижной центр, который служит дополнительной опорой, центрирующей инструмент.
На корпусе нижней каретки закреплен механизм правки шлифовального круга. Правка производится твердосплавным роликом или алмазным карандашом.
В станине расположен бак с охлаждающей жидкостью; жидкость подается электронасосом производительностью 22 л/мин.
Механизмы шпиндельной бабки, каретки и шпинделя смазываются от плунжерного насоса, который укреплен на задней крышке шпиндельной бабки. Возвратно-поступательное движение передается на плунжер насоса от эксцентрика 17 (рис. 8.7).
Назначение и кинематическая схема станка. Станок (рис. 8.9) предназначен для заточки передних поверхностей зубьев червячных фрез диаметром от 50 до 200 и длиной от 20 до 200 мм. Полуавтомат имеет следующие автоматические и установочные движения:
1) возвратно-поступательное движение стола;
2) поворот шпинделя делительной бабки; для деления фрезы с целью последовательной заточки ее зубьев; для поворота фрезы при заточке фрез с винтовыми канавками; для подачи фрезы на шлифовальный круг после каждого полного оборота ее; установочный поворот шпинделя для выверки положения фрезы относительно шлифовального круга;
3) вращение шлифовального круга;
4) осевое перемещение пиноли со шлифовальным шпинделем;
5) подъем и опускание колонки с закрепленной на ней шлифовальной головкой;
6) поворот колонки с электродвигателем шлифовального круга вокруг вертикальной оси;
7) ручное перемещение стола.
Перечисленные движения осуществляются следующим образом (рис. 8.10):
1. Возвратно-поступательное движение стол получает от гидравлического привода; это движение регулируется как по скорости (v = 2- 10 м/мин), так и по длине хода.
2. Поворот шпинделя делительной бабки для индексирования заготовки происходит в то время, когда стол неподвижен, находится в крайнем левом положении и шлифовальный круг полностью вышел из канавки фрезы. В левом положении стола срабатывает золотник 15, который через рычаг 7, муфту 9, рычаг 10 поднимает ползушку 14, выводя фиксатор 13 из паза делительного диска 12, после чего поршень-рейка 17 через зубчатое колесо 16, свободно сидящее на шпинделе, собачку 20 и храповое колесо 18 поворачивает шпиндель делительной бабки. При этом фиксатор 13 скользит по поверхности делительного диска 12 до западания в его очередной паз; после этого поршенек золотника 15, а затем и поршень 22 возвращаются в свои исходные положения, и подается команда на движение стола вправо.
Возвращаясь в исходное положение, собачка 20, выйдя из зацепления с храповыми колесами, располагается на заслонке (щитке) 21. Это позволяет шпинделю поворачиваться при возвратно-поступательном движении стола, что необходимо для обработки винтовой поверхности канавки фрезы. Поворот шпинделя делительной бабки вместе с фрезой при заточке фрез с винтовыми канавками производится следующим образом.
На шпинделе свободно посажен диск 11. Диск связан с ползуном 6 посредством
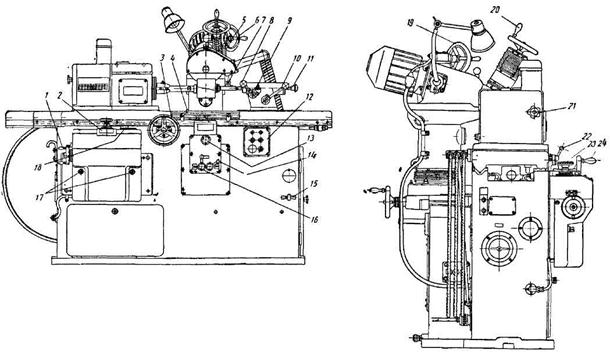
Рис. 8.9. Полуавтомат мод. 3662 для заточки червячных фрез:
1- маховичок установки на шаг спирали; 2 - лимб поворота линейки (в град); 3 - маховичок ручного перемещения стола; 4 - рукоятка зажима переставного кулачка; 5 - рукоятка зажима пиноли шлифовального шпинделя; 6 — маховичок вертикального перемещения шлифовальной головки; 7 - рукоятка фиксации вертикального перемещения шлифовальной головки; 8 - рукоятка зажима пиноли задней бабки; 9 - болт зажима задней бабки; 10 - рукоятка перемещения пиноли; 11 - кнопка для выталкивания центра задней бабки; 12 - кнопочная станция; 13 – шлиц ручного деления при остановленном столе; 14 - рукоятка «Пуск-Стоп» стола; 15 - рукоятка фильтра; 16 - рукоятка установки скорости стола; 17 - зажим линейки; 18 – переключатель величины подачи; 19 - маховичок вертикального перемещения шлифовальной головки; 20 - маховичок перемещения механизма правки; 21 - рукоятка переключения автоматической подачи; 22 - рукоятка включения автоматической подачи; 23 - лимб установки толщины снимаемого слоя металла; 24 - маховик для установки шлифовальной головки на угол.
стальных лент 8. На конце ползуна 6 установлены два сферических шарикоподшипника, входящие в паз линейки 29, которую при заточке фрез с винтовыми канавками можно устанавливать маховичком 5 через червяк 2 и червячный сектор 1 под соответствующим углом к направлению хода стола.
Расчетное перемещение для установки линейки получается из того условия, что один оборот изделия соответствует перемещению стола на длину, равную шагу Т винтовой канавки.
Расчетное уравнение данной цепи
1 об. изделия π D = T tgα,
где D - диаметр диска 11 и α - угол наклона копирной линейки.
Отсюда расчетная формула настройки для данного станка
Tgα = 376,8 / Т
Линейка допускает поворот на любой угол в пределах до ± 21°. Одно деление лимба маховичка 5 соответствует повороту линейки на 1'.
При движении стола в обратную сторону ползун 6 получает возвратно- поступательное движение, а диск 11 поворачивается то в одну, то в другую сторону. Это движение
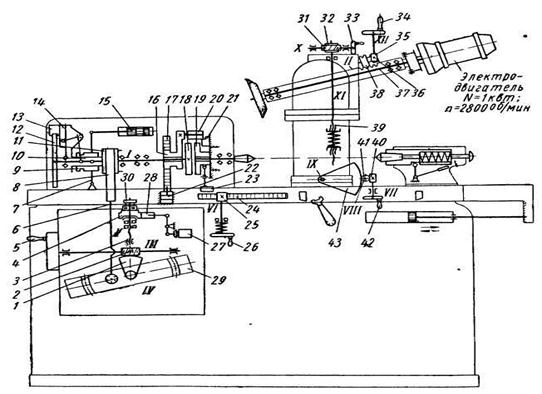
Рис. 8.10. Кинематическая схема полуавтомата мод. 3662 для заточки червячных фрез.
передается далее от диска 11 на шпиндель, связанный с ним через фиксатор 13 и делительный диск 12.
Одновременно с поворотом шпинделя при делении собачка 20 поворачивает свободно сидящий на неподвижном фланце храповик 19. Упор на этом храповике один раз за оборот фрезы нажимает через рычаг на кнопку микропереключателя 23 и включает электромагнит 27. При этом якорь последнего сообщает качание собачке 28, которая поворачивает храповое колесо 4 и через винт 3 перемещает салазки, на которых установлена линейка. Шпиндель получает дополнительное вращение, осуществляя круговую подачу на глубину затачивания.
Величина подачи на один оборот фрезы может составлять от 0,01 до 0,03 мм. Далее поворот шпинделю от линейки передается через ползун 6 и диск 11.
Поворот шпинделя делительной бабки для выверки фрезы относительно шлифовального круга производится путем перемещения вверх или вниз линейки 29 с помощью рукоятки 30 на винте 3.
Храповое колесо 4, связанное с винтом 3 посредством фрикциона, при этом должно быть выключено.
3. Шлифовальная головка крепится к верхней плоскости гильзы колонки. В корпусе головки перемещается пиноль шлифовального шпинделя. Шпиндель получает вращение от фланцевого электродвигателя N = 1 квт; п = 2800 об/мин, через упругую муфту.
4. Поперечное перемещение шлифовального шпинделя, необходимое для правки круга и установки его образующей по оси фрезы, осуществляется перемещением пиноли в корпусе шлифовальной головки при помощи маховичка 34 через червяк 35, зубчатое колесо 36, червяк 38 и рейку на гильзе пиноли 37.
5. Подъем и опускание гильзы вместе с закрепленной на ней шлифовальной головкой производится с помощью винта 39, приводимого в движение от маховичка 33 через червяк 31 и винтовое зубчатое колесо 32. Перемещение гильзы происходит по цилиндрической направляющей колонны.
6. Поворот колонны и шлифовальной головки вокруг вертикальной оси, необходимый для установки круга на угол наклона винтовой канавки затачиваемой фрезы, производится вращением маховичка 42 через червяк 40, зубчатое колесо 41 и зубчатый сектор 43, закрепленный на плите. Угол поворота колонны отсчитывается с точностью 1' по шкале, закрепленной на плите, и лимбу на маховичке.
Подача фрезы на шлифовальный круг после снятия с передней поверхности зуба фрезы заранее установленного припуска выключается автоматически и одновременно подается сигнал. Это позволяет одному рабочему обслуживать несколько станков.
7. Ручное перемещение стола производится при помощи маховичка 26 через реечное колесо 25 и рейку 24.
Конструкция станка. По направляющим станины (см. рис. 8.9) перемещается стол, на котором слева закреплена делительная бабка, справа установлена и может перемещаться по Т-образной направляющей задняя бабка.
Пуск, останов, перемещение и регулирование скорости стола производится посредством гидравлики. Для пуска и останова служит рукоятка 14, для установки скорости перемещения стола - рукоятка 16. На передней поверхности стола имеется Т-образный паз для крепления кулачков реверса. Правый кулак, определяющий крайнее левое положение стола, закрепляется в пазу стола жестко; левый кулак - переставной, он закрепляется после установки поворотом рукоятки 4. Крайнее положение кулака ограничивается упором.
При установке и наладке используется механизм ручного перемещения стола, для чего служит маховичок 3.
Сзади станка на правой части станины устанавливается колонка шлифовальной головки. На передней стенке станины укреплен механизм подачи, кнопочная станция 12 управления электроаппаратурой и механизм управления гидроприводом.
В верхней части станины размещены детали механизма подачи, а внизу - электроаппаратура. В правой части расположены гидропривод и пульт управления.
Направляющие смазываются под давлением.
Делительная головка (рис. 8.11) состоит из делительного механизма, привода вращения шпинделя при заточке фрез с винтовыми канавками и механизма подачи фрезы на шлифовальный круг.
Делительный механизм выполняет деление затачиваемой червячной фрезы и фиксацию шпинделя при помощи гидравлики.
Опорами шпинделя 2 в корпусе 1 являются две пары радиально-упорных шарикоподшипников, установленных с предварительным натягом. На заднем - коническом - конце шпинделя закреплена ступица 5, к которой привертывается сменный делительный диск 4 с числом пазов, равным числу канавок затачиваемой фрезы. Диски центрируются по цилиндрической поверхности ступицы 5 и по направляющему пальцу 6.
На левом конце шпинделя на двух радиалыно-упорных подшипниках установлен поводок 10 с делительным диском 8. К торцу поводка 10 прикреплены V-образные направляющие, по которым в радиальном направлении перемещается ползушка 7 с фиксатором 9, западающим в пазы делительного диска 8.
Ползушка 7 с фиксатором получает перемещение через муфту 3, рычаг 11 и рычаг 13, который связан со штоком гидравлического золотника. Фиксатор 9 выводится из делительного диска 8 при крайнем левом положении стола. Для ввода и затягивания фиксатора служат пружины, действующие непосредственно на ползушку 7. Фиксатор выводится вручную поворотом валика 12, для чего шестигранный конец валика выведен на заднюю стенку бабки. Поворот шпинделя при делении заготовки производится поршнем-рейкой цилиндра деления, который установлен на корпусе делительной бабки, через зубчатое колесо 21, свободно сидящее на шпинделе, собачку 17 и жестко закрепленное на шпинделе храповое колесо 20.
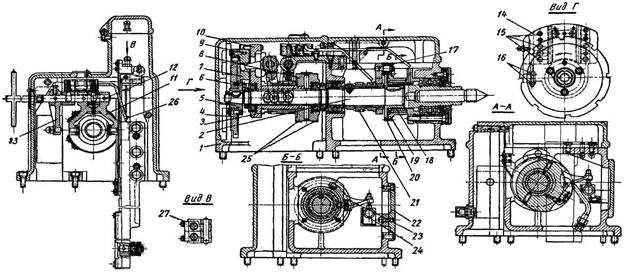
Рис. 8.11. Делительная головка полуавтомата мод. 3662 для заточки червячных фрез.
Как только деление закончено и фиксатор 9 вошел в паз делительного диска 4, поршень возвращается в исходное положение.
Возвращаясь в исходное положение, собачка 17 располагается на заслонке (щитке), выходя из зацепления с храповыми колесами, что дает возможность поворачивать шпиндель при возвратно-поступательном движении стола для заточки фрез с винтовыми канавками.
Во время деления (вывод фиксатора, поворот шпинделя и западание фиксатора в следующий паз делительного диска) стол остается неподвижным в своем левом крайнем положении. Команду на движение вправо стол получает только тогда, когда деление полностью закончено, шпиндель зафиксирован и поршень-рейка снова находится в своем исходном положении. Эта последовательность предусмотрена соответствующей блокировкой в гидравлической системе.
Поворот шпинделя во время возвратно-поступательного движения стола, необходимый для обработки фрезы с винтовыми канавками, осуществляется от копирной линейки через ползун 26, связанный с делительным диском 8 посредством стальных лент 25. Натяжение лент регулируется винтами 27.
Круговая подача шпинделя на глубину затачивания производится один раз за оборот фрезы включением электромагнита подачи от микропереключателя 24, установленного на крышке 22. В зависимости от диаметра фрезы подача может составлять 0,004-0,05 мм на оборот фрезы. Микропереключатель включается после полного оборота храпового колеса 19, свободно сидящего на фланце 18, через рычаг 23. Храповое колесо 19 при делении поворачивается синхронно с затачиваемой фрезой.
Зазор в направляющих ползушки 7 и поводка 10 регулируется клином 14 с помощью винтов 15 и гаек 16. Для правки шлифовального круга служит приспособление, которое установлено на корпусе шлифовальной головки. Перед правкой круга пиноль зажимается.
Лекция № 9. Фрезерные станки. Основные типы фрезерных станков и их обозначение. Широкоуниверсальный консольно-фрезерный станок мод. 6Р82Ш.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2882; Нарушение авторских прав?; Мы поможем в написании вашей работы!