КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Станка 67К25ПФ2 станка 67К25ПФ2
|
|
|
|
резцом - осуществляется от электродвигателя М1 мощностью 3 кВт и частотой вращения 2840 мин-1 (рис. 13.17, а). Через поликлиновую передачу и муфту Мф1 вращение
передается на коробку скоростей (валы Ι, ΙΙ, ΙΙΙ, IV), которая сообщает горизонтальному шпинделю (вал V) 18 различных частот вращения в пределах от 40 до 2000 об/мин. На вертикальный шпиндель (вал VIII, рис. 13.17, б) движение передается через коническую зубчатую пару 25/20 и цилиндрическую пару 36/45.
Движения подачи. Подача стола происходит в вертикальном и продольном направлениях, фрезерной бабки - в поперечном направлении. Эти подачи осуществляются вручную, механически в рабочем режиме и ускоренно. От отдельного электродвигателя М2 (см. рис. 13.17, а) мощностью 1,3 кВт и частотой вращения 2200 мин-1 вращение передается через зубчатую пару 28/56, муфту Мф5 и коническую пару 18/27 на вал XV, с которого по кинематическим цепям — ходовому винту XXVII продольной подачи стола, ходовому винту XXI вертикальной подачи стола и при включенной электромагнитной муфте Мф8 - ходовому винту XX поперечной подачи фрезерной бабки. Регулирование подач бесступенчатое.
Пример. На комбинированном станке мод. 67К25ПФ2-0 обрабатывается плита (рис. 13.18, а), выполненная из конструкционной стали с σ в = 600 МПа. Заготовка крепится на столе с обязательным использованием подкладки, так как режущий инструмент - концевая фреза (рис. 13.18, б) и прорезной долбежный резец (рис. 13.18, в) - должны иметь выход за пределы обрабатываемой поверхности. Рассчитаем режимы резания на черновую обработку, так как для указанной на чертеже шероховатости пазов не требуется чистовых проходов.
1-й переход - фрезерование паза (рис. 13.18, б). Паз имеет радиус закругления 8 мм, поэтому выбираем концевую фрезу по ГОСТ 17026-71 Ø16 мм с числом зубьев z = 4, материал режущей части - быстрорежущая сталь марки Р6М5. Глубина фрезерования измеряется перпендикулярно оси фрезы, наибольшая ее величина будет при врезании фрезы в заготовку, т.е. t = 16 мм; ширина фрезерования параллельна оси фрезы и равна В =9 мм. Для данного типа фрезы и глубины фрезерования подачу на один зуб рекомендуется принять sz = 0,02 мм/зуб. Теперь вычислим рекомендуемую скорость резания v при фрезеровании паза.
жущая сталь марки Р6М5. Глубина фрезерования измеряется перпендикулярно оси фрезы, наибольшая ее величина будет при врезании фрезы в заготовку, т.е. /= 16 мм; ширина фрезерования параллельна оси фрезы и равна В=9 мм. Для данного типа фрезы и глубины фрезерования подачу на
один зуб рекомендуется принять sz = 0,02 мм/зуб. Теперь вычислим рекомендуемую скорость резания v при фрезеровании паза. Скорость резания в этом случае, или окружная скорость фрезы, определится зависимостью
Для концевых цельных фрез значения коэффициентов, входящих в эту зависимость, следующие:
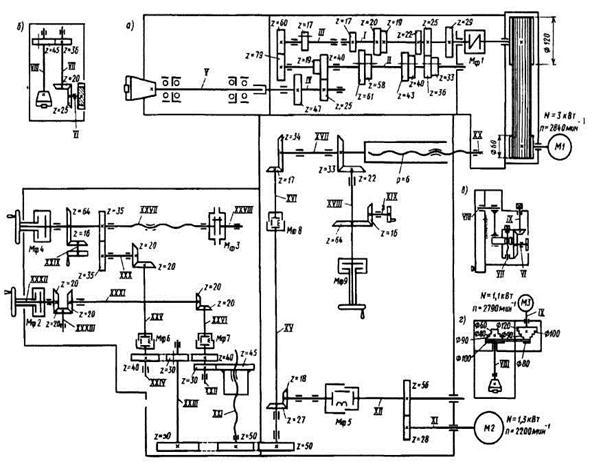
Рис. 13.17. Кинематическая схема комбинированного
фрезерно-долбежного станка мод. 67К25ПФ2-0 (а):
фрезерной головки (б), долбежной головки (в) и быстроходной головки (г)

Рис. 13.18. Обработка пазов на комбинированном станке мод. 67К25ПФ2-0:
а - заготовка-плита; 6 - фрезерование паза; в - долбление паза
Сv = 46,7; q = 0,45; x = 0,5;.у =0,1; р = 0,1; m = 0,33; период стойкости Т= 80 мин; kv = kмvkпvkиv. Коэффициент, учитывающий качество обрабатываемого материала,
Коэффициент, учитывающий состояние поверхности заготовки, кпv = 0,9 (прокат). Коэффициент, учитывающий материал инструмента, киv= 1 (Р6М5 при работе по стали). Итак, kv= 1,22∙0,9∙1 = 1,1. Теперь подсчитаем скорость резания

Зная, что окружная скорость фрезы v = πDфрn/1000, определим необходимую частоту вращения фрезы, которая будет сообщать необходимую скорость резания

На станке мод. 67К25ПФ2-0 вертикальный шпиндель фрезерной головки будет иметь частоты вращения, не совпадающие с расчетным числом nфр.расч. Наиболее близкое значение к расчетному вертикальныq шпиндель будет иметь тогда, когда горизонтальный шпиндель получит
nшп = 315 мин-1. В этом случае nфр.факт = =201,6 мин-1.
=201,6 мин-1.
На такой частоте вращения и будем обрабатывать паз (рис. 13.18, б), при этом рукоятку на коробке скоростей необходимо поставить на п = 315. Продольная и поперечная скорости подач на станке изменяются в пределах от 10 до 1000 мм/мин. Вычислим необходимую скорость подачи vs, которая должна обеспечивать подачу на зуб sz = 0,02 мм:
vs = szznфр.факт =0,02 4 201,6 = 16,1 мм/мин.
Подсчитаем эффективную мощность резания при фрезеровании на основе (2.2):


что значительно меньше мощности электродвигателя главного движения (N ЭД = 3 кВт).
2-й переход - долбление паза (рис. 13.18, в). Глубина резания при долблении паза равна его ширине, т.е. t =11 мм. По таблице выбираем прорезной резец с пластиной быстрорежущей стали Р6М5, исполнение 1, размер поперечного сечения державки НхВ = 16x10 мм, так как в данном станке гнездо под резец имеет максимальные размеры 16x16 мм. Заданная точность паза и шероховатость его обработанной поверхности не требуют чистовой обработки, поэтому выбираем режимы для чернового долбления. По таблице назначаем предельную подачу s2х = 0,15 мм/дв.х. Из таблицы для обрабатываемого материала с σв = 600 МПа и подачи s2x= 0,15 выбираем скорость резания vтабл = 12,6 м/мин, стойкость резца при этом будет Т= 240 мин. По формуле подсчитаем число двойных ходов в минуту долбяка

На станке имеется пять различных частот возвратно-поступательного движения долбяка: 40, 50, 63, 80, 100 дв.х/мин. Принимаем nфакт = 100 дв.х/мин. Чтобы установить такую частоту движения долбяка, необходимо рукояткой коробки скоростей установить частоту вращения горизонтального шпинделя фрезерной бабки на п = 100 мин-1, тогда долбяк (см. кинематическую схему на рис. 13.17) 'будет иметь n долб. = п гор.шп. = 100 дв.х/мин. Подача s2x= 0,l5 мм/дв.х будет осуществляться вручную, так как на данном станке механическая подача непрерывная, а при долблении должна быть прерывистая на каждый двойной ход долбяка.
Проверим, достаточна ли мощность электродвигателя для выполнения второго перехода:


Показатели х= 1, у = I, n = 0,35 и СР-= 34,42 взяты из «Справочника машиностроителя. Т.5, ГНТИМЛ, М., 1956.(с. 311, табл. 21). На данном станке электродвигатель главного движения имеет мощность N ЭД = 3 кВт, что значительно больше мощности, требуемой для долбления паза.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1990; Нарушение авторских прав?; Мы поможем в написании вашей работы!