КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Составы электролитов и режимы для осталивания
|
|
|
|
ЭЛЕКТРОЛИТИЧЕСКОЕ ОСТАЛИВАНИЕ
При прохождении постоянного тока низкого напряжения через раствор солей железа происходит осаждение на катоде (ремонтируемой детали) электролитического железа. Прочность и твердость осажденного слоя приближаются к аналогичным свойствам среднеуглеродистой стали, поэтому процесс получил название осталивание.
В зависимости от состава электролита и режима осталивания получают мягкие покрытия с твердостью, соответствующей углеродистой незакаленной стали (НВ 120-220), и твердые покрытия с твердостью, соответствующей закаленной стали (НВ 250-600).
Прочность сцепления на отрыв покрытия со сталью, медью и чугуном достигает 150 МПа, благодаря чему восстановленная деталь надежно работает при больших нагрузках. Снижение усталостной прочности деталей после осталивания меньше, чем при хромировании. Процесс осталивания характеризуется достаточно высоким выходом по току (α = 0,85-0,95).
Для электролитического осталивания известно несколько типов электролитов: хлористые, сернокислые, борфтористоводородные, хлористоаммониевые электролиты на основе солей железа.
Для осталивания применяют холодные и горячие электролиты. Наибольшее применение на ремонтных предприятиях нашли горячие хлористые электролиты, превосходящие сернокислые по производительности и качеству осажденного слоя. При использовании хлористых электролитов применяют растворимые аноды, изготовленные из малоуглеродистой стали или железа Армко. В зависимости от содержания хлористого железа хлористые электролиты разделяют на три типа: высококонцентрированные, сред-неконцентрированные и малоконцентрированные (табл. 10.5).
Таблица 10.5
| Компоненты и показатели процесса | Содержание компонентов (в г/л) в зависимости от типа электролита | ||
| высококонцен-трированный | среднеконцен-трированный | малоконцен-трированный | |
| Хлористое железо Хлористый натрий Хлористый марганец Соляная кислота Плотность тока, А/дм2 Температура электролита, °С Толщина слоя, мм Твердость покрытия, НВ | - - 0,8-1,5 10-20 95-100 3-5 120-150 | 450-500 0,5-0,8 40-50 60-80 2-3 500-550 | 0,5-0,8 20-40 60-80 До 1,5 600-650 |
Для приготовления электролита очищенную и обезжиренную стружку малоуглеродистой стали (в количестве на 5-10 % больше рекомендуемого по рецепту) загружают в раствор соляной кислоты с дистиллированной или кипяченой водой (50 % от объема кислоты), подогретой до температуры 30-40 °С. Об окончании процесса травления стружки в растворе кислоты судят по прекращению выделения пузырьков водорода. Затем засыпают необходимое количество остальных солей и после отстаивания (12-18 ч) фильтруют и корректируют кислотность, а также содержание железа в электролите до рекомендуемых величин.
Введение в электролит хлористого натрия в пределах до 100 г/л обеспечивает снижение необходимого напряжения, уменьшение испарения электролита, повышение твердости покрытия и увеличение выхода по току, а добавление хлористого марганца увеличивает сцепление покрытия со сталью и чугуном в 3 раза.
На рис. 10.17 приведена схема технологического процесса восстановления поверхностей деталей гладким и пористым осталиванием.
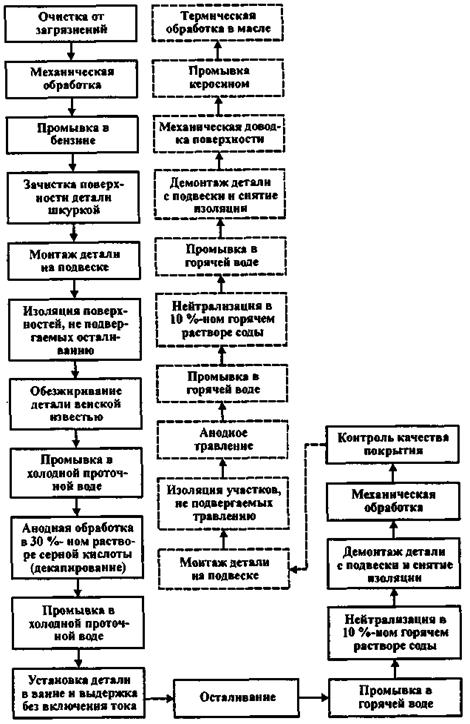
Рис. 10.17. Схема технологического процесса восстановления поверхностей деталей осталиванием
В зависимости от конструкции детали и подвесных приспособлений приведенная на схеме последовательность операций может несколько изменяться. Пунктиром показаны дополнительные операции для пористого осталивания.
В отличие от хромирования шероховатость поверхности под осталивание должна быть 0,63 - 1,25 мкм.
Прочность сцепления покрытия с металлом существенно зависит от предварительной подготовки наращиваемой поверхности и, в частности, от декапирования, т.е. анодной обработки детали, необходимой для очистки от окисных пленок.
Обычно анодное травление ведут в электролите, состоящем из 365 г/л 30%-ного раствора серной кислоты и 30 г/л сернокислого железа. Катодом служит свинец или нержавеющая сталь. Обработку производят при температуре 18 - 25°С и плотности тока 60-80 А/дм2 в течение 20-30 с. Кроме анодного декапирования применяют травление в 5-7%-ном растворе соляной кислоты. При этом важно соблюдать концентрацию соляной кислоты и время травления.
После декапирования деталь промывают в горячей воде и 0,5-2 мин выдерживают в ванне с электролитом, а затем включают ток. Сначала ток дают 10-25 % от расчетного, а затем в течение 5-20 мин доводят силу тока до расчетного значения. Детали не должны экранировать друг друга в ванне.
Расстояние от дна ванны до детали должно составлять 100-150 мм и от верхнего уровня электролита до детали 50-100 мм. Аноды при электролизе необходимо периодически извлекать из электролита и очищать стальной щеткой от шлама под струей воды. Новые аноды предварительно промывают в воде, травят в соляной кислоте и очищают стальной щеткой. Чтобы предохранить раствор от загрязнения травильным шламом, аноды помещают в чехлы из шерстяной ткани или стеклоткани.
Для осталивания деталей используют ванны с внутренним нагревом (нагреватели находятся непосредственно в электролите) и внешним нагревом электролита через масляную рубашку. Ванны с внутренним нагревом изготовляют из химически стойких материалов с невысокой теплопроводностью (фаолит, кислотоупорный бетон, силикатные плиты на кислотоупорном цементе).
На ремонтных предприятиях больше всего применяют металлические ванны с внешним подогревом; для стенок ванны используют кислотостойкие металлы, а также металлические, эмалевые или специальные покрытия.
При получении пористых покрытий после анодной обработки проводится дополнительная доводка поверхности для удаления бугорков, образующихся после осталивания. В качестве доводочных операций применяют анодно-механическое шлифование, притирку чугунным притиром с пастой ГОИ и др. Последующая промывка детали струей керосина под давлением 0,4-0,5 МПа необходима для удаления из пор частиц абразива и металла.
Преимущества процесса осталивания:
1) исходные материалы, входящие в состав электролита, недефицитны и дешевы;
2) выход металла по току составляет 75-95 %;
3) скорость осаждения металла и толщина покрытия значительно выше, чем при хромировании; твердые покрытия могут быть получены толщиной до 1-1,2 мм, а мягкие толщиной до 2-3 мм и более;
4) механическую обработку покрытия после осталивания производят при обычных режимах резания;
5) процесс осталивания устойчив, легко регулируется и может быть автоматизирован.
Недостатки процесса:
1) высокая коррозионная активность электролита;
2) сложность технологического процесса;
3) необходимость частой фильтрации электролита.
Таблица 10.6
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 3032; Нарушение авторских прав?; Мы поможем в написании вашей работы!