КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Соединение деталей сваркой
|
|
|
|
МЕТОДАМИ СВАРКИ, ПАЙКИ И СКЛЕИВАНИЯ
СОЕДИНЕНИЕ ДЕТАЛЕЙ И ИХ ОТДЕЛЬНЫХ ЧАСТЕЙ
Режимы обработки наплавленных цилиндрических поверхностей
| Обработка | Обрабатываемый материал | Материал режущего инструмента | Характер обработки | Режим обработки | ||
| Скорость резания, м/мин (м/с)' | Глубина резания, мм (мм/дв. ход)'' | Подача, мм/об | ||||
| Токарная Шлифовальная | Чугун Сталь Чугун Сталь | ВК8 иВК6 Т15К6 и Т5К10 Т30К4 Карбид кремния черный зернистостью 50-40, твердостью С1-С2, связка керамическая Электрокорунд нормальный зернистостью 50-40, твердостью С1-С2, связка керамическая | Черновая Чистовая Черновая Чистовая Предварительная Чистовая Предварительная Чистовая | 20-30 40-60 50-80 Более 80 (20-25) Окружная скорость детали 18-30 (25-30) Окружная скорость детали 20-40 | 2-4 0,25-0,5 2-4 0,3-0,5 (0,02-0,08) (0,005-0,02) (0,01-0,06) (0,005-0,015) | 0,3-0,7 0,1-0,4 0,3-1,0 0,1-0,5 (0,5-0,9)В''' 0,4В (0,3-0,7)В (0,2-0,3)В |
| ' В скобках дана окружная скорость круга, м/с. '' В скобках дана глубина резания, мм/двойной ход. ''' В – ширина круга. |
Сваркой называется процесс образования неразъемного соединения деталей или их отдельных частей вследствие межатомарного взаимодействия или действия сил молекулярного сцепления. Сваркой соединяют металлы и неметаллические материалы, например, стекло, пластмассы и др. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое (сварка давлением) или в расплавленное состояние (сварка плавлением). Стремятся, чтобы металл шва обладал одинаковыми свойствами с основным металлом. Это определяет подбор присадочного материала и режима сварки.
На ремонтных предприятиях нефтегазовой отрасли для ремонта стальных деталей, в основном, применяют ручную, электродуговую и реже ручную газовую сварку. Для деталей из чугуна обычно используют ручную газовую сварку и реже электродуговую. Для ремонта деталей из цветных металлов применяют ручную газовую или аргоно-дуговую сварку.
Дуговая сварка основана на использовании тепла, выделяемого электрической дугой, возникающей между скрепляемыми деталями и электродом, который является одновременно присадочным материалом. Питание сварочной дуги осуществляется от источника переменного или постоянного тока. Основными элементами режима ручной электрической сварки являются диаметр электрода, сварочный ток, тип и марка электрода, напряжение горения дуги, род и полярность тока, скорость сварки и положение шва в пространстве. От элементов режима сварки зависят глубина провара и ширина шва. Причем глубина провара при сварке переменным током на 15-20 % меньше, чем при сварке постоянным током обратной полярности. Для предохранения расплавленного металла сварочного шва от окисления применяют флюсы или защитные газы.
Газовая сварка заключается в нагревании горелкой кромок скрепляемых деталей и присадочного материала (в виде прутков или проволоки), состав которого зависит от марки свариваемых металлов. Мощность горелки определяется толщиной свариваемых деталей и температурой плавления их материала.
Оборудование, используемое при ремонте деталей сваркой, такое же, как и при сварке новых деталей. Сваркой соединяют отдельные части деталей, заваривают трещины, раковины и устраняют другие дефекты. В процессе сварки происходит значительный разогрев соответствующей части детали. В результате после остывания появляются местные термические напряжения, которые могут вызвать коробление детали и появление трещин в сварочном шве и околошовной зоне. Кроме того, в околошовной зоне может измениться структура металла и нарушиться термообработка. Снижение вредного влияния сварки на качество отремонтированных деталей достигается путем предварительного равномерного прогрева детали и последующего отпуска для снятия остаточных напряжений. Деформирование деталей предупреждается использованием кондукторов или другим способом фиксирования свариваемых частей.
Электродуговая сварка сопряжена с относительно большой глубиной провара основного металла, поэтому для тонкостенных деталей с толщиной стенки менее 4 мм применяется газовая и электроконтактная сварка. Подготовка деталей к сварке заключается в очистке зоны сварки до металлического блеска, V- или X-образной разделке кромок стыкуемых частей под угол 80-100° в стыке. Следы нефтепродуктов удаляют в процессе предварительного прогрева до температуры 250-300 °С.
Электродуговая сварка стальных деталей выполняется плавящимся электродом с качественным покрытием, предотвращающим быстрое охлаждение шва и защиту расплава от воздействия кислорода и азота окружающей среды. Структура малоуглеродистых сталей почти не изменяется под воздействием температуры. Эти стали хорошо свариваются любым способом. Чем выше содержание углерода, тем ниже температура плавления, тем труднее сваривается сталь из-за ее склонности к закалке и образованию околошовных трещин. В зависимости от сварочных свойств и, следовательно, условий сварки основные виды конструкционных сталей можно разделить на следующие группы:
сварка без предварительного подогрева и последующей термообработки - конструкции из малоуглеродистых сталей и неответственные конструкции из среднеуглеродистых;
сварка с предварительным подогревом до температуры 200°С и отпуском после сварки при температуре 600-650 °С - конструкции из закаливающихся низколегированных и среднеуглеродистых сталей;
сварка с предварительным и сопутствующим подогревом до 250-400°С с последующим отпуском - сложные узлы и конструкции из низколегированных и среднелегированных сталей;
сварка с предварительным и сопутствующим подогревом до 250-260°С с последующей термической обработкой в зависимости от марки стали - узлы и конструкции из высокоуглеродистых сталей и легированных сталей с особыми свойствами.
Отечественной промышленностью выпускается большая номенклатура типов и марок электродов применительно к различным свойствам материалов, условиям работы деталей и способам сварки.
Полуавтоматическая и автоматическая сварка выполняется углеродистыми или легированными электродными проволоками под флюсом.
Сварка деталей из чугуна связана с определенными технологическими трудностями. Структура чугуна существенно изменяется при нагреве, и после быстрого охлаждения в зоне сварного шва образуется белый чугун, отличающийся повышенной твердостью и хрупкостью. В зависимости от состояния свариваемых деталей различают три способа сварки чугуна: холодная, полугорячая и горячая.
Холодная сварка, т.е. без предварительного нагрева, применяется при ремонте неответственных деталей простой формы, с малым объемом наплавки и не требующих последующей механической обработки. Детали можно сваривать стальными электродами с защитно-легирующими покрытиями, чугунными, медными или медно-никелевыми (из монель-металла) электродами со специальными покрытиями. Для уменьшения зоны прогрева материала сварка ведется короткими участками длиной 100-120 мм. Сварка каждого следующего участка начинается после остывания предыдущего до температуры 60-80°С.
Для холодной сварки чугуна применяют стальные электроды с соответствующими покрытиями. Сварку можно вести переменным или постоянным током. Сварной шов можно усилить предварительной установкой шпилек из малоуглеродистой стали. При этом кромки деталей обрабатываются под угол 45° каждая. Шпильки устанавливают в шахматном порядке на резьбе перпендикулярно к скошенной и околошовной поверхностям.
Металл сварного шва, близкий по химическому составу к основному металлу, можно получить при сварке чугунными электродами. Прутки электродов изготовляют из чугуна марок А и Б. Марки А применяют для горячей сварки, марки Б - для любого вида сварки. Чугунные прутки чаще используют при газовой сварке. Сварка сплавами цветных металлов (электродуговая или газовая) обеспечивает хорошие пластические свойства соединений и упрощает механическую обработку швов. Для холодной сварки можно применять медные электроды или сплавы на никелевой основе.
Полугорячая сварка чугуна ведется с подогревом детали до 300-400 °С в печах или ацетилено-кислородным пламенем. Электродуговая сварка может выполняться низкоуглеродистыми стальными электродами с обмазкой. Газовая сварка ведется чугунными прутками марки Б, стальной сварочной проволокой, латунью и другими цветными сплавами.
Сварка латунью обеспечивает плотный шов, хорошо поддающийся механической обработке. Флюсом может служить смесь, составленная из буры (56 %), поваренной соли (22 %) и углекислого калия (22 %).
Горячая сварка чугуна выполняется с предварительным нагревом детали до 600-800°С в печах, горнах или индукционными нагревателями. Вначале рекомендуется медленный нагрев со скоростью примерно 60°С в час. При достижении температуры 200-250°С скорость нагрева детали можно увеличивать. Сварка ведется непрерывно электродами из чугуна А или Б с покрытием. При снижении температуры детали до 400 °С сварка прекращается. Для предупреждения остывания в процессе сварки деталь непрерывно подогревается или надежно укрывается термоизоляционным материалом (песком, золой, асбестом и т.п.). Если к концу сварки температура детали оказывается меньше 600°С, то ее вновь подогревают до 600-650°С и затем медленно охлаждают вместе с печью или под слоем мелкого древесного угля.
Сварка алюминия и его сплавов усложняется химической активностью алюминия, который, соединяясь с кислородом, образует окись алюминия - тугоплавкое (2050°С), неэлектропроводное соединение. Частицы окиси алюминия осаждаются в расплавленном металле, существенно ухудшая качество шва. Предупреждение образования окиси достигается защитой расплавленного металла инертными газами, например, аргоном или применением растворяющих флюсов. Используется электродуговая или газовая сварка. Независимо от способа сварки деталь предварительно прогревается до температуры 250-300 °С. Для устранения внутренних напряжений и получения мелкозернистой структуры шва необходимо обеспечивать медленное охлаждение детали после сварки.
Ручная электросварка алюминия производится соответствующими электродами.
При газовой сварке присадочным материалом служат стержни из основного металла или электродная проволока. Газовую сварку можно вести без флюса. При этом кусочки присадочного материала укладывают вдоль шва и по мере проплавления основного металла вводят стальным крючком в сварочную ванну. Тугоплавкие частицы и окисную пленку удаляют крючком в процессе перемешивания расплава.
Сварка меди и медных сплавов выполняется теми же способами, что и алюминиевых сплавов, но технологически значительно проще. При газовой или дуговой сварке угольными электродами в качестве присадочных материалов для медных деталей применяют пруток из фосфористой меди или меди для латунных и бронзовых деталей - прутки из этих же или близких по составу материалов. В качестве флюса можно применять смесь буры и борной кислоты в соотношении 1:1. Основными технологическими операциями сварки являются подготовка деталей к сварке, сборка их в приспособлениях для сварки, сварка, термообработка сварного шва, и контроль сварного соединения.
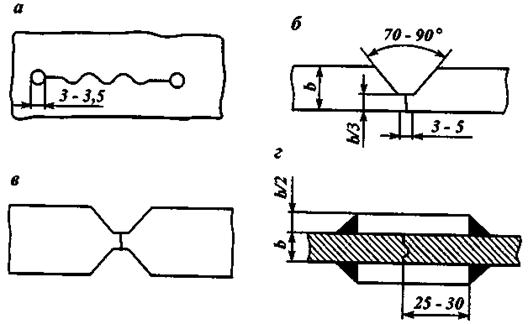
Рис. 10.25. Схемы подготовки деталей для заварки трещины:
а - сверление отверстий; б - прорубание фаски с одной стороны; в - снятие фаски с двух сторон; г - приварка накладок
Подготовка деталей к сварке заключается в очистке свариваемых поверхностей, обеспечении прилегания деталей друг к другу с равномерным зазором и разделке места под шов. Поверхности деталей промывают, очищают щетками, напильниками, обрабатывают пескоструйными установками и другими способами.
После очистки поверхности выявляют дефекты. При обнаружении трещины на концах трещины сверлят отверстия, предотвращающие дальнейшее ее распространение (рис. 10.25). Затем по всей длине трещины прорубают фаску. Если толщина детали превышает 12 мм, фаску снимают с обеих сторон. При ремонте деталей с помощью накладок поверхность вокруг трещины зачищают на расстоянии 25-30 мм.
Сборку деталей в приспособлениях для сварки выполняют для обеспечения правильного взаимного положения соединяемых деталей и предотвращения их деформации из-за неравномерности нагрева при сварке.
Контроль сварного соединения, как правило, осуществляют визуально (выявляют трещины, прожоги, коробления и другие дефекты). Сварные соединения, несущие большие нагрузки, к качеству которых предъявляют высокие требования, например резервуары высокого давления, подвергают рентгеновскому, магнитному и ультразвуковому контролю.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1174; Нарушение авторских прав?; Мы поможем в написании вашей работы!