КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Системы числового программного управления
|
|
|
|
СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАНКАМИ
Система автоматического управления представляет собой комплекс устройств и средств связи, обеспечивающих точное и согласованное во времени взаимодействие робочих и вспомогательных исполнительных механизмов станка в соответствии с программой управления, разработанной на основе принятого технологического процесса обработки. Программа управления – это последовательность команд, обеспечивающих заданное функционирование робочих органов станка.. Элемент или комплекс элементов, несущих на себе программу управления, называется программоносителем
Классификация систем автоматического управления и их сравнительный анализ приведена в пособии для самостоятельной работы студентов. Там же рассмотрены системы управления с РВ (с распределительным валом), циклового программного управления и следящие копировальные системы.
Развитие электроники и вычислительной техники, внедрение в производство ЭВМ привело к разработке и широкому применению в станкостроении систем числового программного управления (ЧПУ) металлорежущими станками, а также другим технологическим оборудованием.
Числовым программным управлением называют управление по программе, заданной в алфавитно-цифровом коде и представляющей последовательность команд, записанную на определенном языке и обеспечивающую заданное функционирование рабочих органов станка.
Принципиальное отличие систем ЧПУ от ранее разработанных САУ заключается в способе расчета и задания программы управления и ее передачи для управления рабочими органами станка.
В обычных САУ программа управления воплощается в физические аналоги – кулачки, копиры, упоры и другие средства, которые являются программоносителями. Данный способ задания программы управления имеет два основных недостатка. Первый вызван тем, что информация чертежа детали из цифровой (дискретной) превращается в аналоговую (в виде кривых кулачка, копира). Это приводит к погрешностям, вносимым при изготовлении кулачков, копиров, расстановки путевых упоров на линейках, а также при износе этих программоносителей в процессе эксплуатации. Вторым недостатком является необходимость изготовления данных программоносителей с последующей трудоемкой наладкой на станке. Это приводит к большим затратам средств и времени и делает в большинстве случаев неэффективным применение обычных САУ для автоматизации серийного и особенно мелкосерийного производства.
В системах ЧПУ на всем пути подготовки программы управления вплоть до ее передачи рабочим органам станка мы имеем дело только с информацией в цифровой (дискретной) форме, полученной непосредственно из чертежа детали. Траектория движения режущего инструмента относительно обрабатываемой заготовки в станках с ЧПУ представляется в виде ряда его последовательных положений, каждое из которых определяется числом. Вся информация программы управления (размерная, технологическая и вспомогательная), необходимая для управления обработкой детали, представленная в текстовой или табличной форме с помощью символов (цифр, букв, условных знаков), кодируется (код ISO-7bit) и вводится в память системы управления от ЭВМ или непосредственно с помощью клавишей на пульте управления. Устройство ЧПУ преобразует эту информацию в управляющие команды для исполнительных механизмов станка и контролирует их выполнение.
Поэтому в станках с ЧПУ стало возможным получать сложные движения его рабочих органов не за счет кинематических связей, а благодаря управлению независимыми координатными перемещениями этих рабочих органов по программе, заданной в числовом виде. Качественно новым в станках с ЧПУ является возможность увеличения числа одновременно управляемых координат, в результате чего стало возможным применить принципиально новые компоновки станков с получением широких технологических возможностей при автоматическом управлении.
Общая укрупненная структурная схема системы ЧПУ показана на рис. 20.
Она включает следующие основные элементы: устройство ЧПУ; приводы подач рабочих органов станка и датчики обратной связи (ДОС), установленные по каждой управляемой координате. Устройство ЧПУ предназначено для выдачи управляющих воздействий рабочим органам станка в соответствии с программой управления, вводимой в блок ввода и считывания информации. Программа управления считывается последовательно в пределах одного кадра с запоминанием в блоке памяти, откуда она подается в блоки технологических команд, интерполяции и скоростей подач.
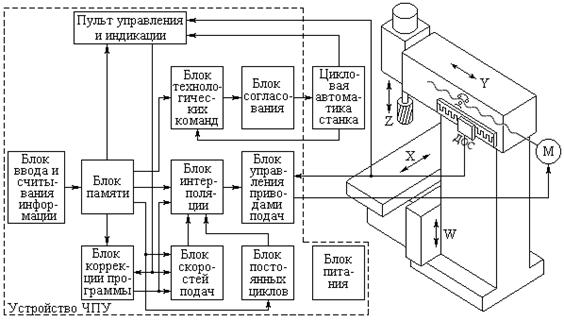 |
Рис. 20 Укрупненная структурная схема системы ЧПУ
Блок технологических команд служит для управления цикловой автоматикой станка, состоящей в основном из исполнительных элементов типа пускателей, электромагнитных муфт, соленоидов, концевых и путевых выключателей, реле давления и т.д., обеспечивающих выполнение различных технологических команд (смены инструмента, переключения частот вращения шпинделя и др.), а также различных блокировок при работе станка.
Блок интерполяции – специализированное вычислительное устройство (интерполятор) – формирует частичную траекторию движения инструмента между двумя или более заданными в программе управления точками. Выходная информация с этого блока, поступающая на блок управления приводами подач, обычно представлена в виде последовательности импульсов по каждой координате, частота которых определяет скорость подачи, а число – величину перемещения. Заданная скорость подачи вдоль обрабатываемого контура детали, а также процессы разгона и торможения обеспечиваются блоком скоростей подач. Блок коррекции программы служит для изменения запрограммированных параметров обработки: скорости подачи и размеров инструмента (длины и диаметра). Ввод коррекции осуществляется с пульта управления и индикации, который служит для связи оператора с системой ЧПУ. Блок постоянных циклов позволяет упростить процесс программирования при обработке повторяющихся элементов детали, например, при сверлении и растачивании отверстий, нарезании резьбы и др.
Привод подач рабочих органов состоит из приводного двигателя, систем его управления и кинематических звеньев. Точность перемещения рабочих органов станка с ЧПУ зависит от применяемой схемы управления приводами подач: разомкнутой (без системы измерения действительных перемещений управляемого рабочего органа) или замкнутой (с системой измерения). Во втором случае контроль точности отработки управляющих сигналов по каждой управляемой координате станка осуществляется датчиком обратной связи (ДОС). Точность данного контроля во многом определяется типом, конструкцией и местом установки датчиков на станке.
Классификация систем ЧПУ
Системы ЧПУ можно классифицировать по различным признакам.
1. Исходя из технологических задач управления обработкой все системы ЧПУ делят на три группы: позиционные, контурные и комбинированные.
Позиционные системы ЧПУ обеспечивают управление перемещениями рабочих органов станка в соответствии с командами, определяющими позиции, заданные программой управления. При этом перемещения вдоль различных осей координат могут выполняться одновременно (при заданной постоянной скорости) или последовательно. Данными системами оснащают в основном сверлильные и расточные станки для обработки деталей типа плит, фланцев, крышек и др., в которых производится сверление, зенкерование, растачивание отверстий, нарезание резьбы и др. (например, мод. 2Р135Ф2, 6902МФ2, 2А622Ф2-1).
Контурные системы ЧПУ обеспечивают управление перемещениями рабочих органов станка по траектории и с контурной скоростью, заданными программой управления. Контурной скоростью является результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки. Контурные системы ЧПУ в отличие от позиционных обеспечивают непрерывное управление перемещениями инструмента или заготовки поочередно или сразу по нескольким координатам (рис.), в результате чего может обеспечиваться обработка очень сложных деталей (с управлением одновременно по более чем двум координатам). Контурными системами ЧПУ оснащены в основном токарные и фрезерные станки (например, мод. 16К20Ф3, 6Р13Ф3).
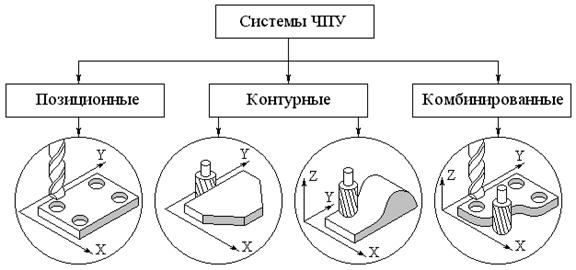 |
Рис. 21. Классификация систем ЧПУ исходя из технологических
задач управления обработкой
Комбинированные системы ЧПУ, сочетающие функции позиционных и контурных систем ЧПУ, являются наиболее сложными, но и более универсальными. В связи с усложнением станков с ЧПУ (особенно многооперационных), расширением их технологических возможностей и повышением степени автоматизации применение комбинированных систем ЧПУ значительно расширяется (например, мод. ИР500МФ4, ИР320ПМФ4; 2206ПМФ4, 6305Ф4).
2. По наличию обратной связи все системы ЧПУ делят на две группы: разомкнутые и замкнутые.
Разомкнутые системы ЧПУ строятся на основе силовых или несиловых шаговых двигателей (ШД). В последнем случае ШД применяется обычно в комплекте с гидроусилителем (ГУ). Хотя эти системы являются наиболее простыми, в них из-за отсутствия контроля действительного положения рабочего органа станка, на точность перемещения будут влиять погрешности шагового электродвигателя, гидроусилителя и передаточных механизмов привода подач (зубчатой передачи, пары винт – гайка и др.).
Схема работы ШД с гидроусилителем показана на рис.. При повороте ротора ШД на определенный угол винтовая часть 1 распределителя вывертывается из неподвижной в этот момент гайки 2, перемещая распределитель, например, влево. При этом масло поступает в полость гидродвигателя 3, который через зубчатую передачу 4 вращает ходовой винт 5 привода рабочего органа 6. При повороте ротора гидродвигателя поворачивается гайка 2 (при неподвижной винтовой части распределителя) и возвращает распределитель обратно в первоначальное положение до момента перекрытия в нем щелей. Последнее произойдет при повороте ротора гидродвигателя точно на такой же угол, на который повернулся распределитель от ШД.
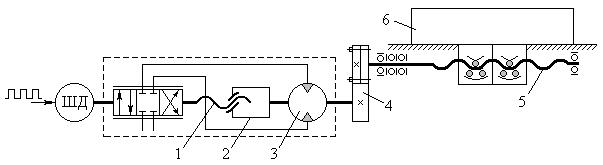 |
При повороте ротора ШД в другую сторону распределитель перемещается уже вправо и открывает каналы для прохода масла под давлением в другую полость гидродвигателя, вращая его в другую сторону.
Рис. 22. Разомкнутая схема управления привода подач станка с ЧПУ
Системами ЧПУ разомкнутого типа оснащена значительная часть станков с ЧПУ (например, мод. 16К20Ф3, 6Р13Ф3, 6Р11Ф3, РТ-725Ф3, 1Б732Ф3).
В основе работы замкнутых систем ЧПУ лежит принцип следящих систем управления. В качестве приводного двигателя М в этих системах чаще всего используют электродвигатели постоянного тока.
Замкнутые системы ЧПУ могут быть: 1) с обратной связью по положению рабочих органов станка; 2) с обратной связью по положению рабочих органов станка и с компенсацией погрешностей станка; 3) самоприспособляющиеся (адаптивные).
Замкнутые системы ЧПУ первой подгруппы могут быть трех типов. В замкнутых системах ЧПУ первого типа (рис. 23,а) производится косвенное измерение положения рабочего органа с помощью кругового ДОС, установленного на ходовом винте. Данная схема достаточно проста и удобна с точки зрения установки ДОС. Габаритные размеры применяемого датчика не зависят от величины измеряемого перемещения. При применении круговых ДОС, устанавливаемых на ходовом винте, высокие требования предъявляются к точностным характеристикам передачи винт-гайка (точность изготовления, жесткость, отсутствие зазоров), которая в этом случае не охватывается обратной связью.
Применение в приводах подач станков с ЧПУ точно изготовленных шариковых винтовых пар и создание в них предварительного натяга для устранения зазоров и увеличения жесткости позволяют широко применять замкнутые системы ЧПУ первого типа для получения высокой точности перемещений рабочих органов.
 |
В замкнутых системах ЧПУ второго типа также используют круговой ДОС, но измеряющий перемещение рабочего органа станка (рис. 23,б) через реечную передачу. Хотя в данном случае система обратной связи охватывает все передаточные механизмы привода подачи, включая и передачу винт-гайка, в измерения вносится погрешность реечной передачи. Поэтому необходимо применять прецизионную реечную передачу с рейкой, длина которой зависит от величины хода рабочего органа станка. Это усложняет и удорожает систему обратной связи.
Рис. 23. Структурные схемы замкнутых систем ЧПУ:
а – замкнутая с круговым ДОС на ходовом винте;
б – замкнутая с круговым ДОС и реечной передачей;
в – замкнутая с линейным ДОС
Замкнутые системы ЧПУ третьего типа оснащены линейными ДОС (рис. 23,в), обеспечивающими непосредственное измерение перемещения рабочего органа станка. Это позволяет охватить обратной связью все передаточные механизмы привода подачи, что обеспечивает высокую точность перемещений. Однако линейные ДОС сложнее и дороже, чем круговые; их габаритные размеры зависят от длины хода рабочего органа станка. На точность работы линейных ДОС могут влиять погрешности станка (например, износ направляющих, тепловые деформации и др.).
Во всех трех типах рассмотренных замкнутых систем ЧПУ учитываются только погрешности привода подачи рабочих органов станка и не учитывают погрешности как самого станка (отклонение от прямолинейности направляющих и их износ, вибрации, тепловые деформации базовых деталей), так и других элементов технологической системы (упругие деформации, износ инструмента и др.), влияющие на точность обработки деталей.
Замкнутые системы ЧПУ второй подгруппы (рис. 24) для повышения точности обработки оснащены дополнительными системами обратной связи, с датчиками Д, компенсирующими погрешности станка (тепловые деформации, вибрации, износ направляющих и др.).
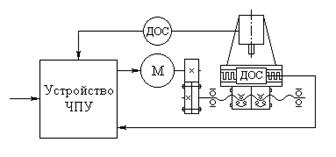 |
Рис. 24. Структурная схема системы ЧПУ с компенсацией погрешностей станка
Замкнутые системы ЧПУ третьей подгруппы получили название самоприспособляющихся (адаптивных) систем управления. Благодаря наличию обратных связей не только по положению рабочих органов, но и по параметрам процесса обработки (упругие деформации технологической системы, износ инструмента, температура в зоне резания, вибрации), они обеспечивают автоматическое приспособление режима обработки станка к изменяющимся условиям обработки (колебание припуска на заготовке, ее твердости и др.) для получения заданной точности обработки, максимально возможной производительности или минимальной себестоимости обработки.
Несмотря на относительно малый срок применения систем ЧПУ, они в своем развитии уже прошли несколько этапов, определяемых уровнем развития электронной техники. При этом разработчики систем ЧПУ использовали различные элементные базы: релейно-контакторную, транзисторную, микросхемы малой и средней степени интеграции, мини-ЭВМ и, наконец, микропроцессорные наборы и большие интегральные схемы памяти (БИС-памяти).
 |
Рис. 25. Структурная схема самоприспособляющейся системы ЧПУ
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 5780; Нарушение авторских прав?; Мы поможем в написании вашей работы!