КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Инструменты, применяемые при опиливании
|
|
|
|
Опиливание металла
 Опиливание – это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента – напильника, целью которой является придание заготовке заданных
Опиливание – это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента – напильника, целью которой является придание заготовке заданных
формы и размеров, а также обеспечение заданной шероховатости поверхности.
В большинстве случаев опиливание производят после рубки и резания металла ножовкой. Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или криволинейную поверхность, чтобы подогнать детали одна к другой, а
также для образования наружных и внутренних углов, обработки отверстий, снятия фасок.
Припуск на опиливание обычно составляет 1…2мм.
 Небольшие детали опиливают в тисках, концы труб – в прижиме, а крупные детали – на месте заготовки и сборки. 37
Небольшие детали опиливают в тисках, концы труб – в прижиме, а крупные детали – на месте заготовки и сборки. 37
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05мм.
Основными рабочими инструментами, применяемыми при опиливании, являются напильники, рашпили и надфили.
 Напильники представляют собой стальные закаленные бруски, на рабочих
Напильники представляют собой стальные закаленные бруски, на рабочих
поверхностях, которых нанесено большое количество насечек или нарезок, образующих
режущие зубья напильника. Эти зубья обеспечивают срезание с поверхности заготовки
небольшого слоя металла в виде стружки.
Насечки на поверхности напильника образуют зубья, при чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной, двойной (перекрестной) и рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине
зуба, что требует приложения больших усилий. Такие напильники применяются для обработки
цветных металлов, их сплавов и неметаллических материалов.
 Напильники с двойной насечкой под углом 25º имеют основную насечку (более глубокую) и
Напильники с двойной насечкой под углом 25º имеют основную насечку (более глубокую) и
нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки
по длине, что снижает усилия, прикладываемые к напильнику при работе. Зубья напильника
располагаются друг за другом по прямой, составляющей с осью напильника угол 5º. Такое
расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на
обработанной поверхности, что  уменьшает ее шероховатость.
уменьшает ее шероховатость.
Напильники с рашпильной насечкой (рашпили) под углом 45º имеют зубья, которые
образуются выдавливанием металла из поверхности заготовки напильника при помощи специального
насекательного зубила. Каждый зуб рашпильной насечки смещен относительно расположенного
впереди зуба на половину шага. Рашпили применяют для опиливания мягких материалов (баббит,
свинец, дерево, каучук, резина, некоторые виды пластмасс).
Круглые напильники могут иметь спиральную одинарную насечку с углом наклона насечки 20º.
Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой – мелкую. Напильники различаются по числу насечек на 1см длины бруска по номерам.
Драчевые напильники (с крупной насечкой № 0 и1) – предназначены для грубой предварительной обработки, можно снять слой толщины 0,5 – 1мм с погрешностью не более 0,2 – 5мм.
Личные напильники (с более мелкой насечкой № 2) – предназначены для чистовой (отделочной) обработки, можно снять слой толщиной 0,1 – 0,3мм с погрешностью обработки не более 0,02мм.
Бархатные напильники (с очень мелкой насечкой № 3, 4, 5) – служат для окончательной точной отделки и подгонки поверхностей изделия с погрешностью не более 0,01 – 0,005мм.

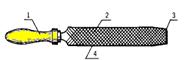 Напильники состоят: 1- ручка
Напильники состоят: 1- ручка
* нос – конец насеченной части напильника; 2-насечка
* тело – рабочая насеченная часть; 3-носок
* пятка – насеченная часть тела напильника; 4-стержень
* хвостовик – часть напильника, на которую надевают деревянную ручку с круглой формы с
утолщением в середине.
Ручки изготавливают из древесины твердых пород: березы, клена, бука. Чтобы ручка не раскололась при насадке на напильник при работе, на конец ее надевают стальное кольцо.
Напильники изготавливают длиной от 100 до 400мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150мм длиннее опиливаемой поверхности. Надфили изготавливают длиной 100мм.
 Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
* 100…160мм – для опиливания тонких пластин;
* 160…250мм – для опиливания поверхностей с длиной обработки до 50мм;
250…315мм – для опиливания поверхностей с длиной обработки до 100мм;
38
315…400мм – для опиливания поверхностей с длиной обработки более 100мм;
* 100…200мм – для распиливания отверстий в деталях толщиной до 10мм;
* 315…400мм – для чернового опиливания;
* 100…160мм – при доводке (надфили).
 В зависимости от вида обрабатываемых поверхностей изделий и характера работ применяют напильники различной формы:
В зависимости от вида обрабатываемых поверхностей изделий и характера работ применяют напильники различной формы:
 плоские напильники – для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
плоские напильники – для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
 квадратные напильники – для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;
квадратные напильники – для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;
трехгранные напильники - для распиливания отверстий и пазов с углами более 60º;

 круглые напильники – для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
круглые напильники – для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
 полукруглые напильники – для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
полукруглые напильники – для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
ромбические напильники – для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;
 ножовочные напильники – для опиливания внутренних углов менее 10º, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.
ножовочные напильники – для опиливания внутренних углов менее 10º, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.

Рашпили по форме поперечного сечения могут быть плоские
тупоконечные, плоские остроконечные, круглые и полукруглые.
Рашпили изготавливают с мелкой и крупной насечкой.
Надфили – специальные напильники применяют для обработки мелких деталей, имеющие малую длину (80, 120 или 160мм) и различную форму поперечного сечения. Надфили имеют также двойную насечку: основную под углом 25º и вспомогательную – под углом 45º.
 |  | ||||
 | |||||
плоские надфили
 трехгранные надфили
трехгранные надфили
 |
 квадратный надфиль круглый надфиль
квадратный надфиль круглый надфиль
 |
полукруглый надфиль оливообразный надфиль
 |  | ||
 ромбический надфиль трапецеидальный надфиль
ромбический надфиль трапецеидальный надфиль
 | |||||
 |  | ||||
гальтельный надфиль
39
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 28997; Нарушение авторских прав?; Мы поможем в написании вашей работы!