КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Притирка металлических поверхностей
|
|
|
|
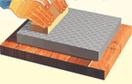 Притирка плоских поверхностей происходит следующим образом: деталь обрабатываемой стороной наложить на подготовленную плоскость притира (или другой притираемой детали) и произвести 20-30 сложных кругообразных движений с сильным нажимом. Скорость движений должна быть приблизительно 20 м/мин.
Притирка плоских поверхностей происходит следующим образом: деталь обрабатываемой стороной наложить на подготовленную плоскость притира (или другой притираемой детали) и произвести 20-30 сложных кругообразных движений с сильным нажимом. Скорость движений должна быть приблизительно 20 м/мин.
Затем отработанную притирочную массу убирают с поверхности притира и детали
и наносят новый слой (зернистость используемого порошка на этот раз должна быть
меньше). Таким образом чередуют притирочные движения с заменой притирочного
слоя до получения изделием соответствующего вида (при последних подходах
абразивный порошок заменяют пастой: сначала – грубой, затем – средней, и в последнюю очередь – тонкой). Окончательную притирку (доводку) осуществляют без нанесения пасты, а лишь со смазыванием притира смесью керосина и машинного масла.
Если заготовка очень тонкая в сечении и ее неудобно двигать по притиру, то ее закрепляют на деревянном бруске и перемещают по плите вместе с бруском.
Притирка узких граней деталей или мелких заготовок производится пакетом. Несколько заготовок с помощью струбцин соединяют в пакет и притирают как широкую поверхность. Для этой цели можно использовать стальные или чугунные направляющие бруски или призмы.
Притирка криволинейных поверхностей типа пробковых кранов, вентилей, клапанов происходит следующим образом:
* перед началом работы следует проверить подлежащие притирке заготовки на прямолинейность, взаимное сопряжение, качество отделки, а также снять заусенцы и удалить царапины;
 * необходимо соблюдать рациональную технологию притирки:
* необходимо соблюдать рациональную технологию притирки:
- притирку нужно выполнять способом свободного абразива, нанося на притираемые
поверхности смесь абразивного порошка, керосина и машинного масла;
- притирку пробкового крана следует осуществлять, проворачивая его в разные
стороны на 30…40º и 180º;
- притирку клапанов следует производить по часовой стрелке;
- необходимо периодически заменять притирочную массу и визуально контролировать качество
притирки.
Чаще всего криволинейные поверхности двух деталей взаимосоприкасаемы, при этом одна из поверхностей выпуклая, а другая – вогнутая (например, пробка и гнездо под нее, вместе составляющее самоварный краник), поэтому притирку этих поверхностей производят одна об другую.

 48
48
Пробку смазывают и присыпают абразивным порошком, вставляют в гнездо и вращают попеременно в разные стороны приблизительно на ¼ оборота 5-6 раз, после чего делают полный оборот пробки вокруг ее оси. Чередование притирки с заменой притирающих материалов аналогично притиранию широких плоских поверхностей.
Проверку точности притирки можно осуществить с помощью грифельного карандаша: на одну из
притертых поверхностей наносят линию карандашом и проводят ей по другой притертой поверхности. При удовлетворительном качестве притирки карандашная линия равномерно стирается или смазывается по всей длине.
В завершение операции притирки детали при необходимости обрабатывают полировальниками – эластичными кругами из фетра или войлока. В качестве механического привода полировальника может выступать двигатель от бормашины или электрическая дрель. Полировку производят очень тонкими абразивными порошками со связкой из вазелина, говяжьего сала, воска или полировальными пастами.
Шаржирование притиров твердым абразивным материалом. Существует два способа – прямой и косвенный. При прямом способе абразивный порошок вдавливают в притир до работы. Круглый притир диаметром более 10мм шаржируют на твердой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок.
После шаржирования с притира удаляют остаток абразивного порошка волосяной щеткой, притир слегка смазывают и применяют для работы.
Косвенный способ заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком.
Прибавлять новый абразивный порошок во время работы не следует, так как это ведет к снижению точности обработки.
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 717; Нарушение авторских прав?; Мы поможем в написании вашей работы!