КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типичные дефекты клепки, причины их появления и способы предупреждения
|
|
|
|
Правила безопасности труда при клепке
· нельзя проверять совпадение отверстий ни чем, кроме бородка;
· инструмент, используемый при клепке должен быть исправен и предназначен для этой операции;
· 

 необходимо следить, чтобы в процессе нанесения ударов по обжимке было исключено нанесение ушибов и ранений.
необходимо следить, чтобы в процессе нанесения ударов по обжимке было исключено нанесение ушибов и ранений.

| Дефект | Причина | Способ предупреждения |
| Заклепка перекашивается при расклепывании. | Диаметр отверстия больше требуемого. Наносятся косые удары по стержню заклепки. | Правильно выбирать заклепку по диаметру отверстия – заклепка должна входить в отверстие свободно, но без качки. Соблюдать правила клепки. |
| Прогиб листовой заготовки при постановке заклепки. | Диаметр стержня заклепки больше диаметра отверстия – заклепку в отверстие забивали | Заклепку из отверстия выбить, осадить прогнутое место, при необходимости «поправить» отверстие, просверлив его заново. |
| Стержень заклепки при расклепывании изгибается (особенно при небольших диаметрах – до 5мм). | Слишком большой вылет стержня заклепки. | Выбить заклепку из отверстия и заменить ее. Если заклепку удалить невозможно, то необходимо укоротить стержень до требуемой длины. |
| Замыкающая головка не полная. | Длина стержня заклепки меньше расчетной. | Выбить заклепку из отверстия и заменить ее. Отсортировать заклепки по длине. |
| «Вздутие» металла под головками заклепок при склепывании деталей из листового металла (при толщине не менее 5мм). | Клепка производилась без осаживания листов (деталей) натяжкой. | Заклепку выбить из отверстия и клепку повторить с обязательным осаживанием мест клепки натяжкой. |
| Вмятины на головках заклепок и склепываемых деталях. | Неаккуратная работа, замыкающие полукруглые головки не отделывались сферической обжимкой. | При образовании замыкающей
 полукруглой головки обязательно пользоваться сферической обжимкой. полукруглой головки обязательно пользоваться сферической обжимкой.
|
 Паяние металлов
Паяние металлов
Паяние – это процесс соединения металлических частей с помощью металла (припоя). Припой в процессе паяния расплавляясь, проникает в зазор между соединяемыми деталями, образуя паяный шов.
 Паяние обеспечивает соединение заготовок из стали, цветных металлов и их сплавов, а также сочетаний этих материалов. Наиболее широко паяние применяется при выполнении электромонтажных работ, при монтаже контрольно-измерительных приборов, радио- и электроприборов, изготовлении сосудов, радиаторов, а также инструментов, армированных пластинами твердого сплава, и ряда других работ.
Паяние обеспечивает соединение заготовок из стали, цветных металлов и их сплавов, а также сочетаний этих материалов. Наиболее широко паяние применяется при выполнении электромонтажных работ, при монтаже контрольно-измерительных приборов, радио- и электроприборов, изготовлении сосудов, радиаторов, а также инструментов, армированных пластинами твердого сплава, и ряда других работ.
В зависимости от температуры плавления различают припои мягкие и твердые.
Мягкие припои плавятся при температуре ниже 400ºС и применяются в тех случаях, где высокая прочность пайки не обязательна. Примером паяния мягкими припоями может служить паяние латуни, меди, белой жести, оцинкованной стали, железа оловянно-свинцовыми припоями марок ПОС-90,
ПОС-30 и т.д. Буквы, входящие в обозначение этих марок означают: П- припой, О- олово, С- свинец. Цифры указывают сколько в этом припое процентов (по массе) олова, остальное свинец. Температура плавления таких припоев в пределах 220…260ºС. Оловянно-свинцовые припои поставляются в виде прутков, проволок и трубок (трубки заполнены канифолью).
ПОС 90 – для паяния предметов хозяйственного назначения в пищевой промышленности, например ведра;
ПОС-40 - для паяния радиаторов, электро- и радиоаппаратуры, физико-технических приборов, при монтаже проводов и изделий из белой жести и латуни;
ПОС-30 – для паяния цинка, оцинкованной стали, латуни, меди и различных изделий бытового (непищевого) назначения;
ПОС-18 – для паяния свинца, цинка, оцинкованной стали и латуни при невысоких требованиях к прочности паяного соединения;
| Вид брака | Схематическое изображение | Причина |
| Неплотное прилегание головки. | 
| Перекос обжимки при клепке. |
| Смещение головок. | 
| Косо просверленное отверстие. |
| Смещение одной головки. | 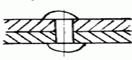
| Скос на торце стержня заклепки. |
| Зарубки на головке или около нее | 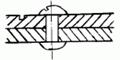
| Смещение обжимки при клепке. |
| Маломерная замыкающая головка. | 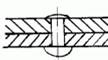
| Недостаточная длина стержня заклепки. |
| Расплющивание стержня между поверхностями склепываемых деталей. | 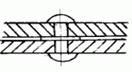
|
Неплотное прилегание
деталей друг к другу во время клепки.
|
| Изгиб стержня в отверстии. | 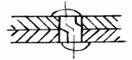
| Несоответствие диаметра стержня диаметру отверстия. |
ПОС-4-6 – для паяния деталей из латуни, меди, белой жести; не пригоден для паяния цинка и оцинкованного железа.
Флюсы, применяемые при паянии мягкими припоями, обладают способностью очищать место спая от окислов, предотвращают образование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более качественное заполнение зазора между соединенными пайкой частями заготовки. В качестве флюсов при пайке мягкими припоями используются хлористый цинк, нашатырный спирт, канифоль, стеарин, паяльная паста, а в ряде случаев раствор соляной кислоты.
В зависимости от требований, предъявляемых к соединяемым паянием мягкими припоями частям заготовки, паяные швы делятся на три группы:
· прочные – не обязательно герметичные, но обязательно обладающие определенной механической прочностью;
·  плотные – сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
плотные – сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
· плотнопрочные – обладающие и прочностью, и герметичностью.
Твердые припои плавятся при температуре около 700ºС, и применяются для образования прочных температуроустойчивых швов. В качестве твердых припоев наиболее часто применяют медно-цинковые и серебряные сплавы. Для спайки бронзы, стали используют припои с содержанием меди до 68%. Медно-цинковые припои поставляются в форме зерен размерами 0,2…3мм (класс А) или 3…5мм
(класс Б). Серебряные припои выпускаются в виде полос и проволоки.Для спаивания деталей из алюминия и его сплавов применяются припои на алюминиевой основе с температурой плавления 525ºС. При такой температуре на поверхности алюминия образуется прочная тугоплавкая пленка окислов. С целью нейтрализации этого явления в зазор соединения вносят флюс, который в процессе паяния предохраняет металл от окисления. Флюс плавится раньше припоя, растекаясь по поверхности и удаляет оксидную пленку до начала плавления припоя. Благодаря этому припой беспрепятственно затекает в зазоры и прочно соединяет детали. Применяют следующие флюсы: хлористый цинк (для пайки меди, латуни, бронзы и стали), соляную кислоту (для пайки цинка, чугуна), буру (при пайке твердыми припоями), канифоль (при паянии электропроводов), смесь хлористого цинка и хлористого натрия (для пайки алюминия), а также различные паяльные пасты (тиноль, флюдор и др.).
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 3668; Нарушение авторских прав?; Мы поможем в написании вашей работы!