КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Волнистость и шероховатость поверхностей
|
|
|
|
Числовые значения допусков формы и расположения поверхностей
Стандарт устанавливает 16 степеней точности формы и расположения поверхностей. Числовые значения допусков построены по ряду R5, т.е. соседние допуски для конкретного геометрического размера нормируемой поверхности отличаются в 1,6 раза. Допуски, на которые не распространяются стандартные степени точности (например, позиционные допуски), принимаются по ряду R10 с некоторыми округлениями.
Выбор степени точности зависит от конструктивных и технологических требований. Например, для посадочных поверхностей валов и корпусов обычно назначают 5,6 степени точности, для поверхностей деталей гидравлической аппаратуры – 3,4.
При назначении допусков используют также принятые уровни точности: нормальная, повышенная, высокая и особо высокая относительные геометрические точности поверхности, для которых допуск формы, например, рекомендуется принимать соответственно, равными 60, 40, 25 и менее 25% от допуска размера. Для допусков формы в радиальном выражении – в 2 раза меньше.
Для ответственных поверхностей допуски формы и расположения поверхностей указывают на чертежах условными обозначениями (иногда оговаривают в технических требованиях). Для не ответственных поверхностей эти допуски, как правило, ограниченные полем допуска размера, на чертеже не указывают. Но такие отклонения расположения, как отклонения угла наклона, от соостности, симметричности и т.п., не являются составной частью погрешности размера. Их можно ограничить допуском, указанным непосредственно для соответствующего элемента, или «общими допусками». Стандарт устанавливает 3 класса точности общих допусков формы и расположения: H, K и L (в порядке убывания точности). В технических требованиях можно поместить ссылку на общие допуски размеров, формы и расположения: «Общие допуски ГОСТ 30.893.2 – mК».
Неровности на поверхностях деталей в основном являются следствием технологических погрешностей. Во многих случаях выступы и впадины на поверхностях периодически повторяются. Выявлению причин этих погрешностей способствует анализ колебательных процессов в системе «станок – приспособление – инструмент – деталь». По результатам этого анализа и выявленным причинам технологических погрешностей неровности условно разделили на 3 вида по отношению шага к высоте неровностей  . Если это отношение меньше 50, неровности относят к шероховатости, если больше 1000 – к отклонениям формы, а в диапазоне от 50 до 1000 – к волнистости поверхности.
. Если это отношение меньше 50, неровности относят к шероховатости, если больше 1000 – к отклонениям формы, а в диапазоне от 50 до 1000 – к волнистости поверхности.
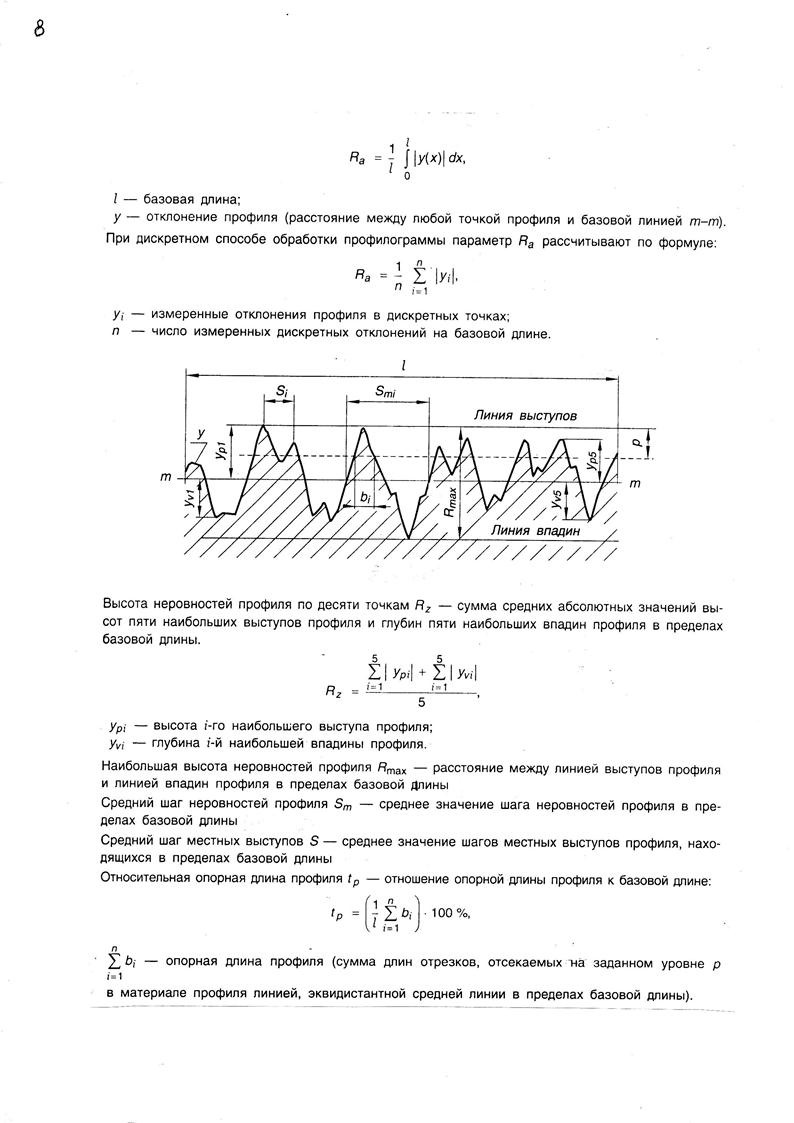
Числовые значения параметров шероховатости определяют от единой базы, в качестве которой принята средняя линия профиля (система М). Эта линия имеет форму номинального профиля и называется базовой. Для количественного определения параметров шероховатости используется отрезок – базовая длина ℓ. Установлено 5 значений ℓ: 0,08; 0,25; 0,8; 2,5 и 8 мм. Стандарт рекомендует конкретное значение ℓ из этого ряда для определенного диапазона высотных параметров (на основании выявленной для большинства видов механической обработки поверхностей устойчивой связи средних шагов неровностей с их высотами). В зависимости от эксплуатационных требований и размеров оцениваемой поверхности контроль параметров шероховатости можно проводить на нескольких участках ℓ, принимая в качестве результата среднюю величину данного параметра.
Стандарт предусматривает следующие 6 параметров для оценки шероховатости поверхности:  - среднее арифметическое отклонение профиля (рекомендуется ИСО в качестве предпочтительного высотного параметра);
- среднее арифметическое отклонение профиля (рекомендуется ИСО в качестве предпочтительного высотного параметра);  - высота неровностей профиля по 10 точкам;
- высота неровностей профиля по 10 точкам;  - наибольшая высота профиля; средний шаг неровностей профиля по вершинам S и по средней линии
- наибольшая высота профиля; средний шаг неровностей профиля по вершинам S и по средней линии  ;
;  - относительная опорная длина профиля.
- относительная опорная длина профиля.
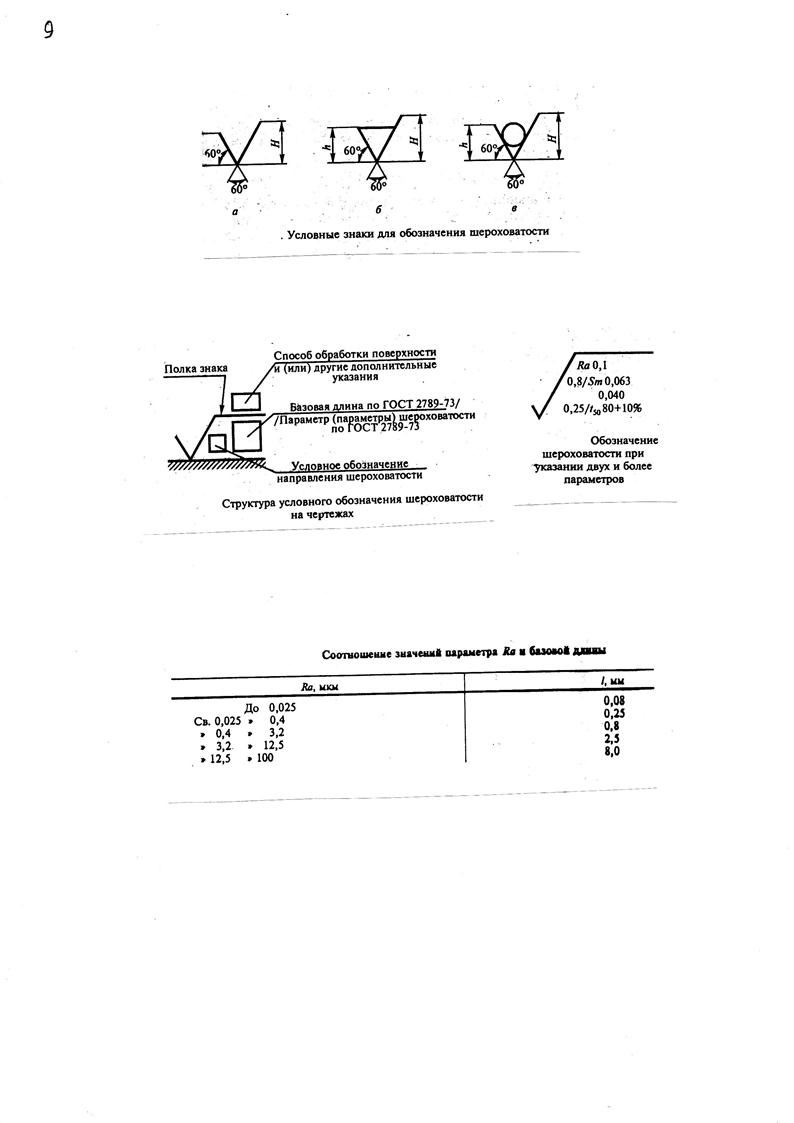
Параметры шероховатости, которые целесообразно контролировать, и их оптимальные численные значения определяются функциональным назначением данной поверхности. На рабочем чертеже детали шероховатость должна быть указана для всех поверхностей, выполняемых по нему (кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции). Стандартом установлена структура обозначения шероховатости, в которой предусмотрена возможность и форма указания: любого из перечисленных параметров, базовой длины, способа обработки поверхности и направления шероховатости. Установлены также способы нанесения обозначений на чертежах и предпочтительные численные значения параметров шероховатости.
Одним из признаков волнистости являются неровности, у которых расстояния между соседними выступами или впадинами превышают базовую длину ℓ. Волнистость оценивают двумя параметрами: высотой волнистости  и шагом волнистости
и шагом волнистости  (по линии m). Они представляют собой средние значения на контролируемом участке
(по линии m). Они представляют собой средние значения на контролируемом участке  .
.
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 1082; Нарушение авторских прав?; Мы поможем в написании вашей работы!