КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методика разработки ТПГОС
|
|
|
|
Сначала определяется минимальная продолжительность обработки каждого отсека[8]) (Тi), которая в общем случае будет равна:
Тi = qi /(tcв * ncлi * (1 – Ксн) + tт * nтлi) * Pл (11.1)
где tт, tcв – продолжительность темного и светлого времени (рабочее время суток (tр) равно tр = tт+ tcв), ч;ncлi, nтлi – допустимая концентрация ТЛ на отсеке в светлое и темное время; Pл – производительность ТЛ, т/ч.
Если судно загружено разнородным грузом/ грузами, перерабатываемыми по различным вариантам, то по каждому отсеку необходимо найти средневзвешенное значение производительности ТЛ.
Методика разработана для первого варианта концентрации ТЛ, т.е. необходимо определить min возможную продолжительность обработки судна при max концентрации ТЛ.
В этом случае продолжительность обработки судна (Тобр) определяется по принципу лимитирующего трюма.
Тобр= max{Ti}. (11.2)
Далее необходимо определить структуру времени использования ТЛ на каждом отсеке.
В основе выбора структуры времени использования ТЛ учитывается тот факт, что для обработки максимального отсека предусмотрено использование максимального количества ТЛ.
Если отсек может быть обработан двумя ТЛ, то они будут использованы от начала и до конца обработки отсека.
Для максимального отсека формула (11.1) остается неизменной.
Для остальных отсеков возможны соотношения:
1. Т обрi= Ti(1) + Тi(2), (11.3)
Общая продолжительность обработки складывается из времени обработки отсека двумя и одной ТЛ.
2. Т обрi = Ti(1) + Тi(н), (11.4)
где Ti(1) – продолжительность отрезка времени, когда отсек обрабатывается одной ТЛ; Тi(2) – продолжительность отрезка времени, когда отсек обрабатывается двумя ТЛ; Ti(н) – продолжительность отрезка времени, когда отсек не обрабатывался.
Для того, что бы определить какая из двух структур используется, проверяется уравнение 1 (11.3), т.е. производится проверка – можно ли этот отсек обработать одной ТЛ:
Тi(1) = qi / (tт+ tcв) * Рл
и проверяем условие:
Тi(1) ≤ Тобр. (11.5)
Если условие (11.5) выполняется, то отсек может быть обработан одной технологической линией, тогда:
Тi(н) = Тобр – Тi(1) .
Если условие (11.5) не выполняется, то отсек должен обрабатываться по структуре 2 (11.4), т.е. с участием двух ТЛ, тогда:
Тi(2) = (qi – Тобр * (tcв+ tт) * Рл)/(tcв * (1 – 2Ксн) + tт * (nтлi – 1) * Pл.
Тi(1) = Тобр – Тi(2).
При определении величины Тi(2) следует учитывать, что – это продолжительность всего периода, в течение которого в светлое время для обработки отсека используются две технологические линии. При этом в темное время, согласно требованиям техники безопасности, может работать только одна ТЛ. Суть изложенного условия прослеживается на Рис. 11.11, из которого видно, что одна ТЛ работает непрерывно, а вторая ТЛ (отмечена прерывистой жирной линей) работает только в светлое врем суток.
Зная структуру рабочего времени ТЛ, можно определить трудоемкость обработки каждого отсека по формуле:
Ттрi = Тi(2) * (tсв * ncлi + tт * nтлi) + Тi(1) * (tсв+ tт).
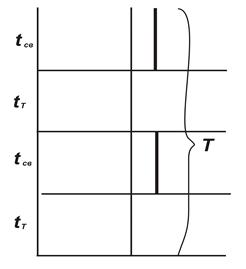
Рис. 11.11. Обработка отсека с использованием двух ТЛ.
После определения трудоемкости обработки отсеков можно определить среднюю концентрацию ТЛ на обработку судна:
1) В течение суток:
Nл = å Ттрi / Тобр .
i
2) В светлое время:
Nсл = å Тсвтрi / (Тобр * tсв),
i
где Тcвтрi = (Тi(2) * ncлi + Тi(1)) * tсв .
3) В темное время:
Nтл = å Тттрi / (Тобр * tт),
i
где Тттрi = (Тi(2) * nтлi + Тi(2)) * tт .
Полученные значения концентрации ТЛ следует сравнить с ограничениями по концентрации ТЛ (Nmaxл).
Если такое ограничение существует, то следует постепенно уменьшать концентрацию ТЛ и пересчитывать все параметры ТПГОС, пока не будет получено необходимое соотношение:
Nл < Nл(1) ,
(т.е. когда на отсеке две ТЛ не работают одновременно).
Дальнейшие действия по разработке ТПГОС предусматривают составление плана и графика работы технологических линий.
В результате разработки плана работы ТЛ должен быть получен порядок закрепления линий за отсеками и продолжительность обработки каждого отсека соответствующей ТЛ.
Рассмотрим план для случая, когда на одном отсеке работает только одна технологическая линия (Nл < Nл1).
План обработки имеет форму матрицы, приведенной в табл. 11.:
Таблица 11.1
План обработки судна
| Отсеки (j) ТЛ (i) | I | II | III | IV | Итого | |
| DТ11 ® | Т12 ¯ | Тобр | ||||
| Т22 ® | Т23 ¯ | Тобр | ||||
| Т33 ® | Т34 ¯ | Тобр | ||||
| Т44 | 0,3 Тобр | |||||
| Итого | Тр1 | Тр2 | Тр3 | Тр4 | åTтрi = = 3,3 Tобр |
В табл. 11.1. использованы обозначения: Трi – трудоемкость обработки i-го отсека; Tij – продолжительность работы i-й ТЛ на j-м отсеке; Тобр – продолжительность обработки судна (в данном контексте – бюджет времени работы каждой ТЛ).
Допустим, например, что Nл = 3,3 (это означает, что 3 ТЛ работают постоянно, а 4-я ТЛ будет работать только 30% продолжительности обработки судна).
Матрица заполняется методом северо-западного угла.
Разрабатываем план, исходя из сравнения величин Ттрi и Тобр, т.е. сравниваем бюджет работы ТЛ с трудоемкостью обработки отсека:
±∆Т11 = Тобр – Ттрi. (11.6)
Если получим, что Ттрi ³ Тобр , т.е. (для ячейки 1,I) значение +∆Т11, то это означает, что бюджет времени ТЛ больше трудоемкости обработки отсека, следовательно, остаток бюджета времени работы ТЛ перейдет на 2-ой отсек с остатком бюджета рабочего времени, равного ∆Т11. Для отсека II и ТЛ 1 по преобразованной формуле (11.6) получим:
±∆Т12 = ∆Т11 – Ттрi.
Если получили отрицательную величину (–∆Т12), то подключаем для обработки II–го отсека вторую ТЛ (ТЛ2). При этом остаток трудоемкости обработки отсека будет равен ∆Т12. Определяем остаток бюджета 2-й ТЛ по преобразованной формуле (11.6):
±∆Т22 = Тобр – ∆Т12.
Если получим, что Ттрi ³ Тобр , т.е. (для ячейки 2,II) значение +∆Т22, то это означает, что бюджет времени ТЛ больше остатка трудоемкости обработки отсека II, следовательно, остаток бюджета времени работы ТЛ перейдет на 3-й отсек с остатком бюджета рабочего времени, равного ∆Т22.
Аналогично продолжаем расстановку ТЛ по другим отсекам, исходя из правила:
– если остается бюджет времени работы ТЛ, то она переходит на обработку следующего отсека;
– если остается трудоемкость обработки отсека, то для обработки отсека подключается следующая ТЛ.
И так до тех пор, пока все отсеки не будут обработаны и все ТЛ не будут использованы.
На основе плана обработки судна можно построить график обработки судна (график работы ТЛ), приведенный на рис. 11.12.
Процедура построения графика работы ТЛ носит достаточно механический характер.
Для этого сначала формируется заготовка (рис. 11.9 без указания ТЛ – отмечено обозначениями Т11 ÷ Т44), на которой затем отмечается время работы технологических линий (жирными линиями).
Время работы каждой ТЛ берется из табл. 11.1.
Расстановку ТЛ начинаем с крайнего левого отсека (отсек I). При этом время работы ТЛ отмечается сплошной вертикальной чертой по длине равной продолжительности работы ТЛ (в соответствующем масштабе времени). Переход ТЛ на другой отсек обозначается горизонтальной линией.
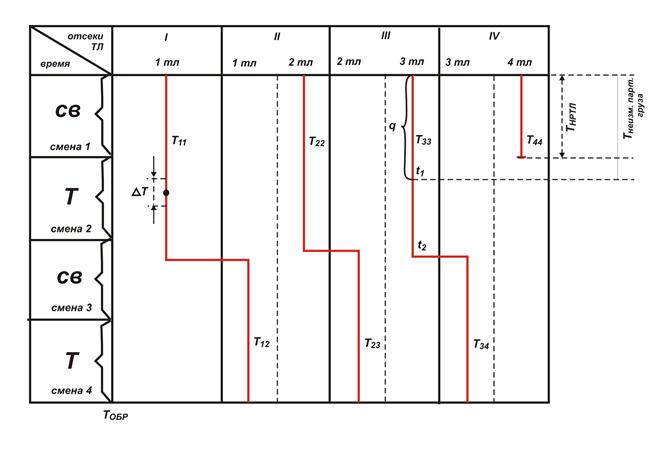
Рис. 11. 9. Общий вид графика работы ТЛ
На вертикальной черте, соответствующей работе 1-й ТЛ точкой отмечено окончание обработки 1-й партии груза. Интервал ΔТ означает возможные затраты времени на вспомогательные операции: укладка/уборка сепарации, крепление/раскрепление груза, осмотр партии груза, проверка количества груза и т.п. Аналогично следует учитывать дополнительное врем на переход ТЛ в другой отсек (для упрощения здесь не показано).
Далее добавляется следующая ТЛ. При этом, если в обработке отсека участвуют две ТЛ, то время их совместной работы должно быть минимальным. Рекомендуется совместную работы ТЛ организовывать:
при загрузке судна – в начале обработки;
при разгрузке судна – в конце обработки.
Когда мы построили график обработки судна (рис. 11.9), по нему можно определить следующие параметры:
§ точное время перехода каждой технологической линии;
§ время выхода каждой партии груза (сначала нужно определить продолжительность обработки партии груза tгр= qгр/P л);
§ количество обработанных вагонов в смену: Nваг = qгр.см/qв;
§ потребность в трудовых и технических ресурсах на любой момент обработки судна. Для этого надо выделить участки, когда ситуация, связанная с обработкой судна не меняется, т.е. остаются неизменными технологические процессы и расстановка технологических линий (на рис. 11.9 – Тнртл, Тнпгр и др.).
§ количество перегруженного груза за каждую смену по каждому отсеку и по судну в целом:
qi = КНВ – если груз в течении смены не менялся,
qi = t1 * (КНВ/tсм) – если груз менялся в течении смены (на рис. 11.9 величины t1 и t2 – время переработки 1-й и 2-й партий груза).
Если выбрали партию груза, и есть время до окончания смены, и есть еще грузы (груз), то аналогично можно определить, какое количество из другой партии может быть переработано.
Если же Nл > Nл1, то задача резко усложняется, и план должен разрабатываться одновременно с графиком обработки судна (графиком расстановки ТЛ).
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 342; Нарушение авторских прав?; Мы поможем в написании вашей работы!