КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Цементация
|
|
|
|
Химико-термическая обработка стали.
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали.
Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой (твердой, жидкой, газообразной, плазменной), в которой осуществляется нагрев.
В основе любой разновидности химико-термической обработки лежат процессы диссоциации, адсорбции, диффузии.
Диссоциация – получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Например,
2NH3 → 2N + 3H2 или CH4 → C + H2
Адсорбция – захват поверхностью детали атомов насыщающего элемента. Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия – перемещение адсорбированных атомов вглубь изделия. Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения.
Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
Основными разновидностями химико-термической обработки являются:
- цементация (насыщение поверхностного слоя углеродом);
- азотирование (насыщение поверхностного слоя азотом);
- нитроцементация или цианирование (насыщение поверхностного слоя одновременно углеродом и азотом);
- диффузионная металлизация (насыщение поверхностного слоя различными металлами).
Цементация – химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя атомами углерода при нагреве до температуры 900…950 oС.
Цементации подвергают стали с низким содержанием углерода (до 0,25 %).
Нагрев изделий осуществляют в среде, легко отдающей углерод. Подобрав режимы обработки, поверхностный слой насыщают углеродом до требуемой глубины.
Более высокое содержание углерода приводит к образованию значительных количеств цементита вторичного, сообщающего слою повышенную хрупкость.
На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде). Участки деталей, которые не подвергаются цементации, предварительно покрываются медью (электролитическим способом) или глиняной смесью.
1. Цементация в твердом карбюризаторе.
Почти готовые изделия, с припуском под шлифование, укладывают в металлические ящики и пересыпают твердым карбюризатором. Используется древесный уголь с добавками углекислых солей ВаСО3, Na2CO3 в количестве 10…40 %. Закрытые ящики герметизируют и устанавливают в печь и выдерживают при температуре 930…950 oС.
За счет кислорода воздуха происходит неполное сгорание угля с образованием окиси углерода (СО), которая разлагается с образованием атомарного углерода по реакции:
2CO → CO2 + C ат
Образующиеся атомы углерода адсорбируются поверхностью изделий и диффундируют вглубь металла.
Недостатками данного способа являются:
- значительные затраты времени (для цементации на глубину 0,1 мм затрачивается 1 час);
- низкая производительность процесса;
- плохие условия труда, связанные с недостаточной гигееничностью.
- сложность автоматизации процесса.
Способ применяется в мелкосерийном производстве.
2. Газовая цементация.
Процесс осуществляется в печах с герметической камерой, наполненной газовым карбюризатором.
Атмосфера углеродосодержащих газов включает азот, водород, водяные пары, которые образуют газ-носитель, а также окись углерода, метан и другие углеводороды, которые являются активными газами. Глубина цементации определяется температурой нагрева и временем выдержки.
Преимущества способа:
- возможность получения заданной концентрации углерода в слое (можно регулировать содержание углерода, изменяя соотношение составляющих атмосферу газов);
- сокращение длительности процесса за счет упрощения последующей термической обработки;
- возможность полной механизации и автоматизации процесса.
Способ применяется в серийном и массовом производстве.
Структура цементованного слоя.
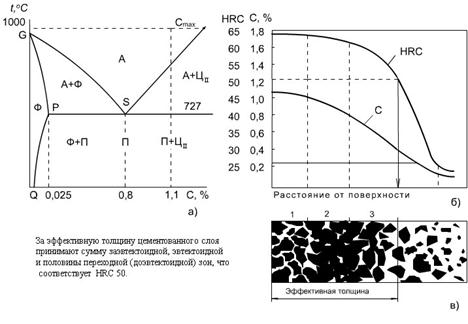
Рисунок 15.1 – Участок диаграммы, изменение концентрации углерода и твердости цементованного слоя по толщине и схематическая структура после медленного охлаждения
Цементованный слой имеет переменную концентрацию углерода по толщине, убывающую от поверхности к сердцевине. В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить (от поверхности к сердцевине) три зоны (рис. 15, в): заэвтектоидную, состоящую из перлита и вторичного цементита, образующего сетку по бывшему зерну аустенита (1); эвтектоидную (2), состоящую из пластинчатого перлита, и доэвтектоидную зону (3) - из перлита и феррита. Количество феррита возрсает по мере приближения к сердцевине.
Термическая обработка после цементации.
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Комплекс термической обработки зависит от материала и назначения изделия. Графики различных вариантов термической обработки представлены на рисунке 15.2.
Рисунок 15.2 – Режимы термической обработки цементованных изделий
Если сталь наследственно мелкозернистая или изделия неответственного назначения, то проводят однократную закалку с температуры 820…850 °С (рис. 15.2 б). При газовой цементации изделия по окончании процесса подстуживают до этих температур, а затем проводят закалку (не требуется повторный нагрев под закалку) (рис.15.2 а).
Для удовлетворения особо высоких требований, предъявляемых к механическим свойствам цементованных деталей, применяют двойную закалку (рис. 15.2 в). Первая закалка (или нормализация) проводится с температуры 880…900 °С для исправления структуры сердцевины. Вторая закалка проводится с температуры 760…780oС для получения мелкоигольчатого мартенсита в поверхностном слое. Завершающей операцией термической обработки всегда является низкий отпуск, проводимый при температуре 150…180 °С. В результате отпуска в поверхностном слое получают структуру мартенсита отпуска, частично снимаются напряжения.
Цементации подвергают зубчатые колеса, поршневые кольца, червяки, оси, ролики.
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 401; Нарушение авторских прав?; Мы поможем в написании вашей работы!