КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виготовлення форм струшуванням
|
|
|
|
Суть (рис.15): на стіл машини встановлюється підмодельна плита з моделлю, на неї – опока з наповнювальною рамкою, модель обприскується, опока засипається формувальною сумішшю. Під дією стисненого повітря, що поступає по трубопроводу під поршень механізму, поршень разом зі столом і опокою піднімається вгору на 50-60мм. Вихлопний отвір при цьому відкривається, повітря виходить з-під поршня і стіл падає вниз, жорстко ударяючись об станину машини. Після падіння поршень знову піднімається вгору і потім падає. Після кожного удару суміш в опоці ущільнюється за рахунок інерційного руху вниз при ударі.
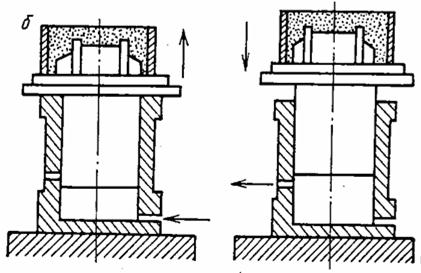
Рисунок 15.Схема процесу струшування.
Кількість струшувань (ударів) залежить від розмірів опок. Для дрібних відливок n=40-50, середніх – 15-25, крупних – 5-10.
Щільність суміші в опоці залежить від числа ударів і висоти струшування.
Найбільша щільність суміші – біля модельної плити внизу опоки (оскільки при ударі кожний верхній шар суміші діє на нижній), найменша щільність – уверху опоки.
Переваги струшування:
1) Велика щільність суміші біля моделі.
2) Можна ущільнювати суміш у високих опоках.
Недоліки струшування:
1) Високий рівень шуму.
2) Необхідність потужних фундаментів.
3) Слабке ущільнення верхніх шарів суміші, необхідність їх додаткового ущільнення.
Конструктивно струшуючі машини виконуються з одним струшуванням (без допресовки, вони потребують додаткового ущільнення верхніх шарів ручними або пневматичними трамбівками); з допресовкою після струшування; з струшуванням і одночасним пресуванням.
Контрольні питання:
1. Переваги машинної формовки в порівнянні з ручною.
2. *Особливості модельно-опочного оснащення для машинної формовки.
3. Які види підмодельних плит використовують для машинної формовки?
4. Особливості конструкції опок для машинної формовки.
5. Які способи центрування верхньої і нижньої опоки?
6. Які основні та допоміжні операції техпроцесу машинної формовки?
7. Якими способами виконується ущільнення формувальної суміші в опоці при машинній формовці?
8. Якими способами виконується видалення моделі з форми при машинній формовці?
9. *Суть ущільнення формувальної суміші способом струшування.
10. Як розподіляється щільність суміші по висоті опоки при струшуванні?
11. Переваги і недоліки процесу струшування.
12. **Як при струшуванні усувають нерівномірність щільності суміші по висоті опоки?
13. ***Вміти вибирати спосіб формовки залежно від конкретних умов виробництва.
Література: 1, с.106-111, 115; 2, с.236-239; 3, с.314-325, 403-415; 4, с.97-106; 5, с.238-241; 6, с.149-166.
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 417; Нарушение авторских прав?; Мы поможем в написании вашей работы!