КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
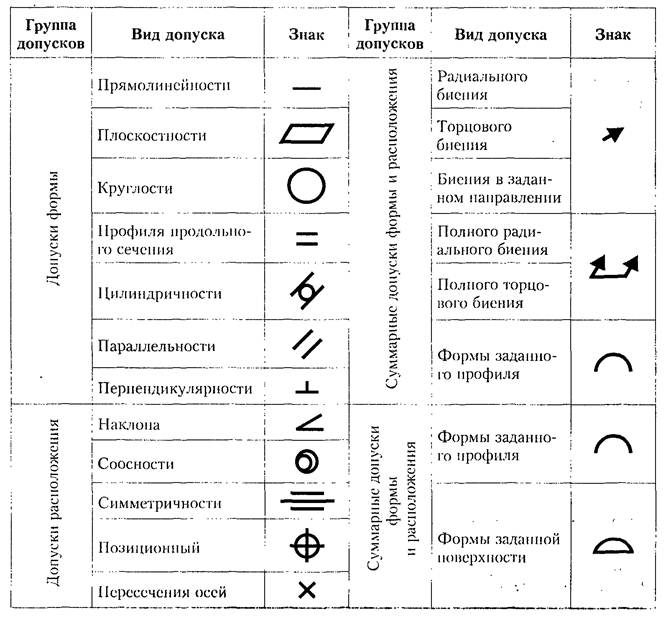
Допуски формы и расположения и их условные знаки
|
|
|
|
Пример решения задачи на расчет параметров резьбы
По ГОСТ 8724, основными размерами по ГОСТ 24705
Для резьбы метрической с профилем по ГОСТ 9150 Ø от1 до 600 мм
| Класс точности | Длина свинчивания | |
| Поле допуска наружной резьбы | Поле допуска внутренней резьбы | |
| Точный | 4g 4h | 4H5H 5H |
| Средний | 6d 6e 6f6g6h | 6G 6H |
| Грубый | 8g | 7G 7H |
М14 -7Н/8g из обозначения резьбы видно, что задана резьба метрическая с номинальным Ø d=D=14 мм. крупная, с нормальной длиной свинчивания, правая, однозаходная. Поле допуска гайки 7Н, болта 8g.
По таблицам ГОСТ 8724-2002 ОНВ определяем шаг резьбы Р., средний и внутренний диаметры резьбы d2 (D2), d1(D1).
Р=2мм. d2 (D2) =d-2+0,701=14-2+0,701=12,701 мм
d1(D1) = d-3+0,835=14-3+0,835=11,835 мм
По таблицам определяем предельные отклонения резьбы для болта 8g и для гайки 7H g при P=2 мм и d(D)=14 мм. Предельные размеры 14диаметров рассчитываем аналогично предельным размерам гладких соединений.
Результаты удобнее свести в таблицу.
| Ø | es | ei | d max | d min |
| d 14мм | -38 мкм -0,038мм | -488мкм -0,488мм | d max=d + es 14+(-0,038)=13,962 мм | d min = d+ ei 14+(-0,488)=13,512 мм |
| d1 11,835мм | -38 мкм -0,038мм | ГОСТ не устанавливает | d1 max =d1 + esd1 11,835+(-0,038)= | d1 min= d1+ eid1 |
| d2 12,701мм | -38 мкм -0,038мм | -288мкм -0,288мм | d2 max =d2 + esd2 12,701+(-0,038)=12,663мм | d2 min= d2+ eid2 12,701+(-0,288)=12,413мм |
| ES | EI | D max | D min | |
| D 14мм | ГОСТ не устанавливает | D max= D + ES | D min = D+ EI 14+0=14мм | |
| D1 11,835мм | 475мкм 0,475мм | D 1 max= D 1+ ESD1 11,835+0,475=12,31мм | D 1 min = D 1+ EID1 11,835+0=11,835мм | |
| D2 12,701мм | 265мкм 0,265 мм | D 2 max= D 2 + ESD2 12,701+0,265=12,966мм | D 2 min = D 2+ EID2 12,701+0=12,701мм |
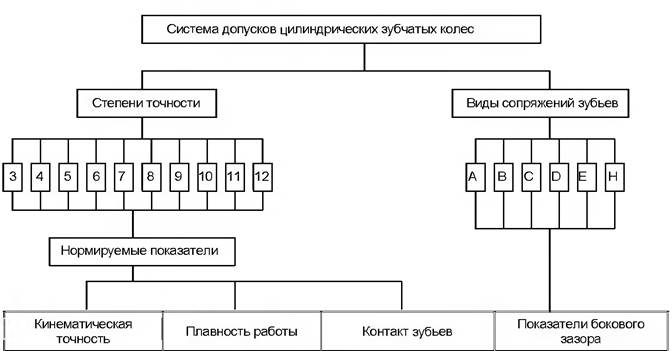
Система допусков цилиндрических зубчатых передач.
Система допусков цилиндрических зубчатых передач изложена в ГОСТ 1643—81, который распространяется на эвольвентные передачи внешнего и внутреннего зацепления с прямыми, косозубыми и шевронными колесами с делительным диаметром до 6300 мм, шириной зубчатого венца или полушеврона до 1250 мм, модулем зубьев 1—55 мм, с исходным контуром по ГОСТ 13755—81 независимо от метода получения боковых поверхностей зубьев.
. Для зубчатых колес и передач установлено двенадцать степеней точности, обозначаемых в порядке убывания точности цифрами от 1 до 12.
Степени 1 и 2 не имеют установленных норм и являются резервными. Все допуски рассчитаны для шестой степени точности. Числовые значения допусков других степеней определяют умножением на переходный коэффициент.
Для каждой степени точности колес установлены нормы допускаемых отклонений параметров, определяющих кинематическую точность, плавность работы и контакт зубьев.
Нормы кинематической точности определяют точность передачи вращения с одного вала на другой, т. е. величину полной погрешности (ошибки) угла поворота зубчатого колеса в пределах оборота.
Нормы плавности работы характеризуют степень плавности изменения кинематической погрешности передачи, равномерность вращения.
Нормы контакта зубьев определяют полноту прилегания поверхностей зубьев сопряженных колес в передаче.
Эти три нормы для передачи или колеса могут быть назначены как одной степени точности, так и разных степеней. Допускается комбинирование степеней точности, т. е. назначение для каждой нормы разных степеней точности
Пример условного обозначения точности цилиндрической передачи со степенью точности 7 по всем трем нормам, с видом сопряжения зубчатых колес С и соответствием между видом сопряжения и видом допуска на боковой зазор (вид допуска на боковой зазор — с), а также между видом сопряжения и классом отклонений межосевого расстояния:
7 – С ГОСТ 1643 - 81
При комбинировании норм разных степеней точности в изменении соответствия между видом сопряжения и видом допуска на боковой зазор, но при сохранении соответствия между видом сопряжения и классом отклонений межосевого расстояния точность зубчатых колес и передач обозначается последовательным написанием трех цифр и двух букв.
Первая цифра обозначает степень по нормам кинематической точности, вторая — степень по нормам плавности работы, третья — по нормам контакта зубьев, первая из букв — вид сопряжения, а вторая — вид допуска на боковой зазор. Цифры между собой и от слитно пишущихся букв разделяются тире. Пример условного обозначения точности цилиндрической передачи со степенью 8 по нормам кинематической точности, со степенью 7 по нормам плавности, со степенью 6 по нормам контакта зубьев, с видом сопряжения В, видом допуска на боковой зазор а и соответствием между видом сопряжения и классом отклонений межосевого расстояния:
8 – 7 - 6 – Ва ГОСТ 1643 - 81
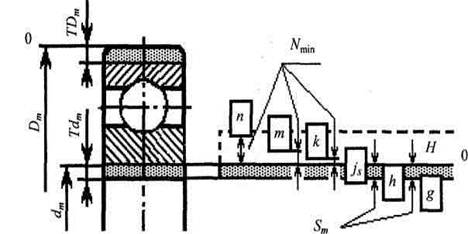
Допуски и посадки подшипников качения.
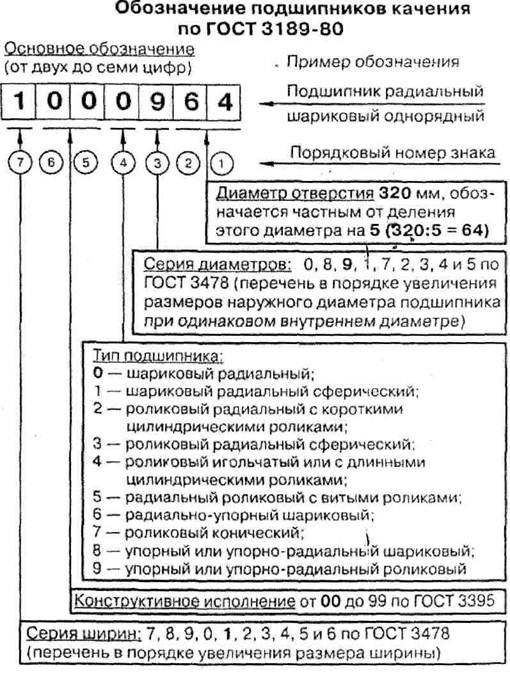
Подшипники качения являются стандартными изделиями, которые изготавливают на специализированных государственных подшипниковых заводах (ГПЗ). Они обладают полной внешней взаимозаменяемостью по присоединительным поверхностям колец и ограниченной внутренней взаимозаменяемостью между телами качения и дорожками качения колец. Вследствие особо высоких требований к точности указанных элементов используют принцип групповой (селективной) сборки. На шариковые и роликовые подшипники с внутренним диаметром 0,6-2000 мм устанавливают пять классов точности подшипников. Классы точности подшипников качения обозначают в порядкее повышения точности арабскими цифрами 0; 6; 5; 4 и 2. Класс точности проставляют через тире перед условным числовым обозначением подшипника, например 5-208,
6-36205. Нулевой класс в обозначениях не указывают, поскольку он является основным для всех типов подшипников качения. Чем выше класс точности, тем более ограничена номенклатура типоразмеров изготавливаемых по ним подшипников. Это объясняется как сужением области их применения, так и существенным повышением относительной стоимости. С повышением класса точности возрастают точностные требования ко всем элементам подшипников как внутренним, обеспечивающим точность вращения и зазоры, так и внешним, обеспечивающим посадку колец в изделии.
В подшипниках качения оба кольца принимают в качестве основных деталей системы допусков
|
Допуски и посадки шпоночных и шлицевых соединений.
Широкое распространение в конструкциях машин имеют шпоночные соединения
Шпонка — деталь, устанавливаемая в пазах двух соединяемых изделий (вала и отверстия втулки) для передачи вращения или взаимного смещения под действием внешних сил.
Стандарты разработаны на основные типы шпоночных соединений с призматическими шпонками, сегментными, клиновыми и тангенциальными.
Длины шпонок выбирают из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, НО, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450 и 500 мм.
За номинальный размер шпоночного соединения принимают размер в, равный ширине шпонки с полем допуска h9, ширине паза под шпонку на валу и ширине паза во втулке под шпонку. По другим размерам шпонки поля допусков назначают по 14-му и 11-му квалитетам.
Шпонку следует изготавливать только с допуском h9, что даетвозможность изготавливать их централизованно, независимо от посадок
ПО ГОСТу 23360-78 по номинальному размеру шпонки (по ширине в) установлены три вида соединений:
1. свободное для получения подвижных посадок, применяемых при затруднительных условиях сборки
2. нормальное для получения неподвижных, разборных соединений при благоприятных условиях сборки;
3. плотное для получения неподвижных соединений с напрессовкой при сборке, работающих при реверсивных нагрузках.
Качество сборки шпоночного соединения зависит от перекосов и смещений в расположении шпоночных пазов валов и во втулках. Симметричность пазов относительно осевой плоскости контролируют комплексными калибрами.
По ширине для призматических шпонок предусмотрено три варианта соединения:
свободное (вал Н9/h9, втулка D10/h9)
нормальное (вал N9/h9, втулка Js10/h9)
плотное (вал P9/h9, втулка P9/h9)
Для свободного соединения установлены поля допусков для паза на валу Н9 и для паза во втулке D10, что дает посадку с зазором; для нормального соединения — соответственно N9 и Js9; для плотного соединения — одинаковые поля допусков для паза на валу и во втулке Р9. Соединения второго и третьего видов будут иметь переходные посадки.
Для сегментных шпонок применяют только нормальное и плотное соединение. Поля допусков для обоих типов шпонок одинаковы, посадки выполняют только в системе вала (основная деталь - шпонка). Это позволяет ограничить номенклатуру размеров калиброванной стали для шпонок, точность изготовления которой без дополнительной обработки обеспечивает точность h.
Стандартом нормированы отклонения высоты шпонки h по h11, глубины паза на валу t1 и паза во втулке t2 или отклонения размеров d - t1 и d+ t2 также длины шпонки l по h14 и длины пазов на валу по HI5.
Контроль шпоночных соединений в серийном и массовом производствах осуществляют комплексными предельными калибрами (пробками и кольцами), а ширину пазов контролируют пластинами. Допуски калибров для шпоночных соединений регламентированы ГОСТ 24109-80
Допуски и посадки шлицевых соединений.
Для передачи больших крутящих моментов в современном машиностроении применяют шлицевые соединения.
В шлицевых прямобочных соединениях применяют три способа центрирования вала и втулки: по наружному диаметру D; по внутреннему диаметру d и по боковым поверхностям зубьев в, т. е. по толщине зуба вала и ширине паза втулки. Основные размеры и числа зубьев шлицевых соединений приведены в таблицах.
За нормальные размеры шлицевого соединения приняты наружный D и внутренний d диаметры и толщина зуба (ширина паза втулки) в.
Центрирование по D применяют в неподвижных и подвижных соединениях, передающих небольшой крутящий момент, когда твердость втулки невелика и ее обрабатывают чистовой протяжкой.
Центрирование по d применяют в тех случаях, когда требуется повышенная точность совмещения геометрических осей вала и втулки и когда шлицевую втулку после термической обработки шлифуют по внутреннему диаметру.
Центрирование по боковым поверхностям зубьев в применяют при невысоких требованиях к соосности, передаче больших крутящих моментов, а также знакопеременных нагрузках.
Наибольшее количество посадок предусмотрено по центрирующим диаметрам и боковым поверхностям зубьев. По центрирующим диаметрам предусмотрены большие зазоры, облегчающие сборку.
На чертежах щлицевое соединение обозначается условным сочетанием букв и цифр. Слева буквой указывают поверхность центрирования, правее — число зубьев после первого знака х — номинальный размер внутреннего диаметра (если d является центрирующим, то правее номинального диаметра указывают поля допусков по d), после второго знака х — номинальный размер и поля допусков по наружному диаметру D после третьего знака х — размер с полями допусков по в.
Ниже приведены примеры условных обозначений прямобочных шлицевых соединений, в которых стоящая вначале буква указывает на принятый метод центрирования, последующие числовые значения соответствуют числу шлиц z, внутреннему диаметру d, наружному диаметру D и ширине зуба b:
d – 8 х 46 H7/f7 х 50 H12/а11 х 9 D9/f8
D – 8 х 46 H11/а11 х 50 H7/js 6 х 9 F8/fs 7
b – 8 х 46 х 50 х 9 D9/e8
Поля допусков и посадки по каждому из трех элементов шлицевого соединения указаны непосредственно после числового значения по ГОСТ 25346-82. В условном обозначении допускается не указывать посадку по нецентрирующему диаметру, поскольку отклонение таких диаметров определяется ГОСТом и выбирается из ряда: a11, b12, H11, H12
Профиль эвольвентных шлицев имеет большую боковую поверхность соприкосновения. Такое соединение прочнее, чем у соединений с прямобочным профилем, поскольку имеет большее сечение в основании зуба.
Основным является центрирование по боковым сторонам зубьев, при котором в отличие от прямобочных достигается достаточно хорошая соосность деталей.
Условное обозначение эвольвентных шлицевых соединений содержит значения номинального диаметра соединения D, модуля т, обозначение посадки соединения, помещаемое после размеров центрирующих элементов.
Например: при центрировании по боковым поверхностям зубьев D=50мм m=2мм посадка c центрированием по боковым сторонам зубьев и посадкой S(e)- 9H/9g
соединение 50 х 2 х 9H/9g ГОСТ6033-80
вал 50 х 2 х 9g ГОСТ6033-80
отверстие 50 х 2 х 9H ГОСТ6033-80
при центрировании по наружному диаметру D=50мм m=2мм посадка по центрирующему диаметру D H7/g6 и по боковым поверхностям S(e)- 9H/9h
соединение 50 х H7/g6 х 2 х 9H/9h ГОСТ6033-80
вал 50 х g6 х 2 х 9h ГОСТ6033-80
отверстие 50 х H7 х 2 х 9H ГОСТ6033-80
Эвольвентные шлицевые соединения контролируют комплексными проходными и гладкими непроходными калибрами.
Волнистость и шероховатость поверхности. Параметры шероховатости.
При любом методе обработки деталей (опиливание, сверление и т. д.) их поверхность не получается идеально гладкой. Всегда остаются некоторые неровности.
Согласно ГОСТ 2789 — 73, шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная с помощью базовой длины
В качестве критериев шероховатости поверхностей установлены два основных параметра:
· среднее арифметическое отклонение профиля Ra, которое характеризует среднюю высоту всех неровностей профиля;
· высота неровностей профиля по десяти точкам Rz, которая характеризует среднюю высоту наибольших неровностей профиля
Числовые значения параметров Ra и Rz приведены в специальных таблицах стандартов.
.
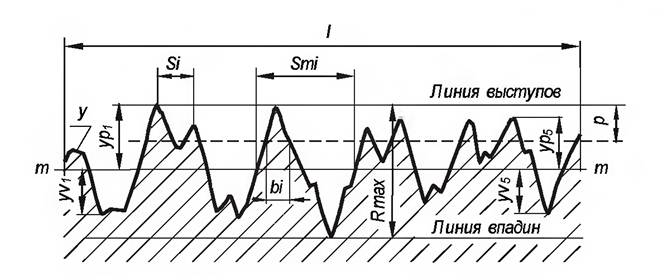
ГОСТ 2789—73 предусматривает следующие параметры для оценки шероховатости поверхности детали:
высотные:
Rа — среднее арифметическое отклонение профиля,
Rz — высота неровностей профиля по 10 точкам,
Rmax — наибольшая высота профиля;
шаговые:
S — средний шаг неровностей профиля по вершинам,
Sm — средний шаг неровностей профиля по средней линии,
tp — относительная опорная длина профиля.
Определение этих параметров производится в пределах базовой длины.
Базовой линией (поверхностью) называется линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Базовая длина I — это длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
Базовые длины устанавливаются с учетом эксплуатационных особенностей.
Средней линией профиля т называется базовая линия, имеющая форму номинального (геометрического) профиля поверхности и делящая действительный профиль так, что в пределах базовой длины / сумма квадратов расстояний ух, у2,..., уп точек профиля до этой линии минимальна.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей детали независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованием конструкции.
Знаки, используемые для обозначения шероховатости поверхности при различных способах ее обработки, показаны на рисунке:
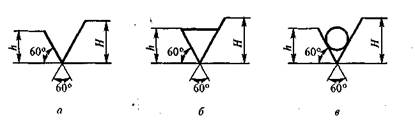
а- вид обработки конструктором не устанавливается,
б- вид обработки поверхности с удалением слоя материала
в- вид обработки поверхности с удалением слоя материала
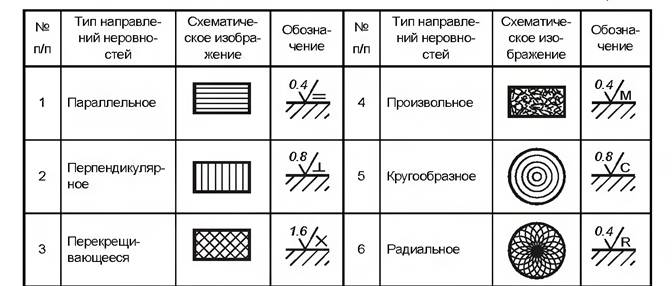
Направление неровности поверхностей по ГОСТ 2789-73
Для контроля шероховатости поверхности деталей применяют специальные приборы: профилометры и профилографы, а также эталоны шероховатости поверхности. Профилометры характеризуют шероховатость поверхности по числовым параметрам: среднему арифметическому отклонению профиля Ra и высоте неровностей профиля Rz. Профилографы изображают профиль контролируемой поверхности в таком масштабе, чтобы можно было непосредственно измерить элементы профиля. По эталонам шероховатость контролируют путем сравнения.
Существует 3 способа назначения шероховатости поверхностей:
1. По рекомендациям для отдельных видов сопряжений, например: для посадочных поверхностей подшипников скольжения Ra задается в пределах 0,4-0,8 мк, для посадок с натягом Ra задается 0,8 -1,6 мк, поверхность валов под уплотнение Ra задается 0,2 – 0,4 мк.
2. Устанавливается стандартами
3. Рассчитываются. Параметр Rz = 0,33∙ I T
Ra = 0,25 ∙Rz при Rz≥ 8 мк
Ra = 0,2 ∙Rz при Rz ‹ 8 мк
После определения параметр Ra округляют до ближайшего числа из стандартного ряда установленного ГОСЬТ 2789-73.
Пример: На чертеже детали задан Ø122 H7
(решение задачи смотри страницу 22)
Номинальный размер отверстия 122 мм,
нижнее отклонение отверстия EI = 0 мк (0 мм),
верхнее отклонение отверстия ES = +40 мк (+0,040 мм).
решение:
Поле допуска отверстия
ITD = Dmax - Dmin = 122,04 - 122 = 0,04 мм
или ITD = ES - Е1 = 40- 0 = 40 мк.
Rz = 0,33 I TД = 0,33 ∙ 40=13,20 мк ≥8 мк Ra = 0,25 ∙Rz =0,25∙13,20= 3,30 мк
После округления на чертеже детали принимаем Ra =3,2 мк
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ
Геометрическая форма любой детали машины представляет собой обычно комбинацию плоских, цилиндрических, конических, сферических и других поверхностей. Действительная (реальная) форма, полученная при изготовлении детали, несколько отличается от номинальной геометрической формы (заданной чертежом).
Реальная поверхность — поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Номинальная поверхность – это идеальная поверхность, форма которой задана чертежом или другой технической документацией. Поверхность реальной детали может иметь отклонения от номинальной поверхности.
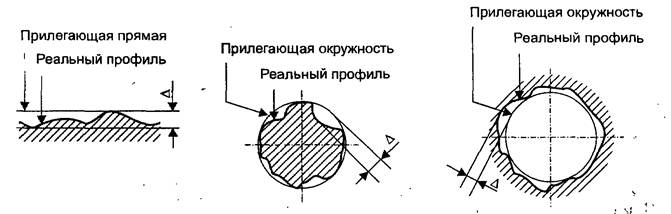
Отклонение формы – отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля. Количественное отклонение формы оценивается наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности по нормали к прилегающей поверхности (профилю).
Допуск формы – наибольшее допустимое значение отклонения формы.
Поле допуска формы - это область в пространстве или плоскости, внутри которой должны находиться все точки реально рассматриваемого элемента поверхности в пределах нормируемого участка.
Выпуклость – это частная форма отклонения от прямолинейности, при которой удаление точек реального профиля от прилегающей прямой уменьшается от краев к середине.
Вогнутость - частная форма отклонения от прямолинейности, при которой удаление точек реального профиля от прилегающей прямой увеличивается от краев к середине.
Овальность – частный вид отклонения от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях.
Огранка – частный вид отклонения от круглости, при котором реальный профиль представляет собой многогранную фигуру.
Отклонение от цилиндричности – наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка.
Конусообразность – частный вид отклонения профиля продольного сечения, при котором образующие прямолинейны, но не параллельны.
Бочкообразность – частный вид отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения.
Седлообразность – частный вид отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения.
Отклонение расположения поверхностей – это отклонение реального расположения рассматриваемого элемента детали от его номинального расположения
Отклонение от параллельности - это разность наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка.
Отклонение от перпендикулярности - это отклонение угла между плоскостями от прямого угла, выраженное в линейных единицах на длине нормируемого участка
Отклонение наклона плоскости - это отклонение угла между плоскостью и базовой плоскостью или базовой осью (прямой) от номинального угла, выраженное в линейных единицах на длине нормируемого участка.
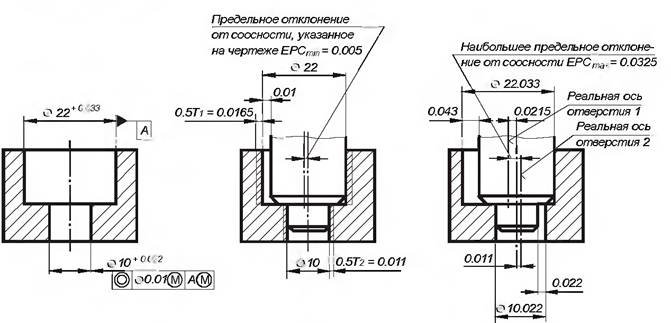
Отклонение от соосности - это наибольшее расстояние между осью рассматриваемой поверхностью и общей осью двух или нескольких поверхностей вращения на длине нормируемого участка.
позиционное отклонение - это наибольшее расстояние между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка.
Отклонение от пересечения осей - это наименьшее расстояние между осями, номинально пересекающимися.
Суммарное отклонение – результат совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно заданных баз.
Радиальное биение – результат совместного проявления отклонения круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси.
Полное Радиальное биение – разность наибольшего и наименьшего расстояния от всех точек реальной поверхности в пределах нормируемого участка до базовой оси.
Полное Торцовое биение – результат совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от ее перпендикулярности относительно базовой оси.
Отклонение формы заданного профиля - это наибольшее отклонение точек реального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка
Отклонение формы заданной поверхности - это наибольшее отклонение точек реального профиля, определяемое по нормали к номинальной поверхности в пределах нормируемого участка.
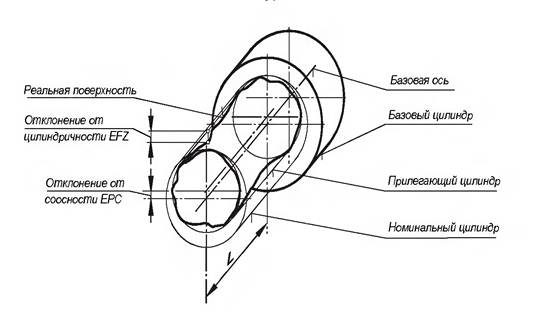
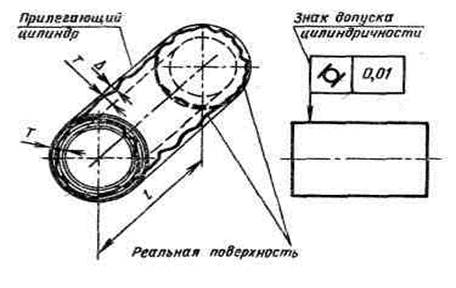
отклонение от цилиндричности и допуск цилиндричности
(l длина нормируемого участка)
Поле допуска — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску полного торцового биения, и перпендикулярными базовой оси. Это отклонение — результат совместного проявления отклонений от плоскостности и от перпендикулярности.
Значения допусков торцового и полного торцового биений, радиального и полного радиального биений приведены в справочниках.
Допуск расположения или формы может быть независимым или зависимым.
Независимый допуск — допуск, числовое значение которого постоянно для всей совокупности деталей и который не зависит от действительного размера рассматриваемого или базового элемента. Его числовое значение постоянно для всей совокупности деталей, изготовляемых по чертежу. На чертежах обозначается знаком S.
Зависимый допуск – допуск расположения, числовое значение которого переменно для различных деталей, изготавливаемых по данному чертежу. Этот предельный допуск расположения, min значение которого указывают на чертежах и которое допускается превышать на величину, соответствующую отклонению действительного размера рассматриваемого элемента данной детали от проходного предела (dmax или Dmin). Обозначается на чертежах знаком М.
РАЗМЕРНЫЕЦЕПИ
Механизм состоит из взаимозаменяемых сборочных единиц, необходимо, чтобы каждая отдельная деталь занимала заданное ей положение относительно других деталей.
Обеспечение точностных технических требований достигается выявлением и расчетом размерных цепей.
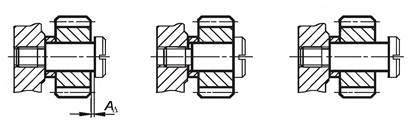
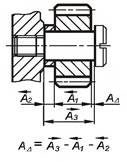
Для свободного вращения зубчатого колеса на оси необходим зазор А∆ , на зазор влияют размеры А3, А2, А1.
Размерной цепью называют совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. В зависимости от вида задач размерные цепи делятся на конструкторские, технологические и измерительные. Цепи, относящиеся к собранным изделиям, называют сборочными. Технологические цепи типичны при расчете положения поверхностей, осей и припусков под механическую обработку у отдельных деталей.
Размеры, образующие цепь, называются звеньями. В зависимости от их вида различают линейные, угловые и смешанные размерные цепи. Различают плоские размерные цепи - звенья расположены в одной или нескольких параллельных плоскостях и пространственные - часть или все звенья расположены в непараллельных плоскостях. Звенья размерной цепи обозначаются одной из прописных букв русского алфавита с числовыми индексами. В угловой размерной цепи звенья обозначаются строчными буквами греческого алфавита с числовыми индексами, соответствующими номеру звена цепи.
Отдельные звенья могут иметь нулевые номинальные размеры (биения, начальные значения параллельности, соосности, величины зазоров или натягов, температурные или упругие деформации).
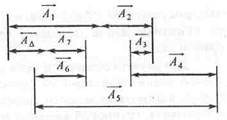
Размерная цепь состоит из составляющих звеньев и замыкающего. Составляющие звенья функционально связаны с замыкающим. Замыкающее звено размерной цепи является исходным при постановке задачи или получается последним в результате ее решения. Оно имеет индекс в виде прописной буквы ∆, например А∆, Б∆, β∆, γ∆. Составляющие звенья различают увеличивающие и уменьшающие. Увеличивающими звеньями называют звенья, с увеличение которых замыкающее звено увеличивается. Уменьшающими звеньями называют звенья размерной цепи, с увеличением которых за мыкающее звено уменьшается.
На примере размерной цепи звенья с индексами 1; 2; 4; 6 являются увеличивающими, а с индексами 3; 5; 7 - уменьшающими.
|
На чертежах нельзя допускать замкнутых размерных цепей -один из размеров должен быть опущен, либо указан как размер для справок. В противном случае возможно появление брака.
Размеры гладкого цилиндрического соединения образуют трехзвенную цепь, в которой номиналом замыкающего звена является зазор, в соединении диаметр вала является уменьшающим звеном, а диаметр отверстия увеличивающим.
Размер замыкающего звена в процессе обработки или сборки получается как следствие обеспечения заданной точности каждого из составляющих звеньев, следовательно, замыкающее звено в размерной цепи является самым неточным, так как его погрешность суммируется из погрешностей остальных размеров. Поэтому следует стремиться составлять размерную цепь из минимально необходимого числа звеньев.
Размерная цепь используется для решения двух типов задач: прямой и обратной.
Прямая задача заключается в назначении номиналов и полей допусков составляющих звеньев по известным предельным размерам замыкающего звена. Номиналы составляющих звеньев, как правило, назначают предварительно на основе расчетов или из конструкторских соображений. Прямые задачи типичны для решения конструкторских размерных цепей.
Обратная задача заключается в определении номиналов и предельных отклонений замыкающего звена по известным номинальным размерам и предельным отклонениям составляющих звеньев. Обратная задача позволяет проверить правильность решения прямой задачи.
Для расчета размерной цепи используются несколько методов:
полной взаимозаменяемости (метод максимумов-минимумов); неполной взаимозаменяемости (вероятностный метод); пригонки; регулирования; групповой взаимозаменяемости.
При применении метода максимумов-минимумов предполагается, что в одной размерной цепи одновременно могут оказаться все звенья с предельными значениями, причем увеличивающие звенья только с верхними (нижними) предельными отклонениями и уменьшающие звенья с нижними (верхними) предельными отклонениями, тогда размер замыкающего звена находится в пределах от максимально возможного до минимального.
Метод максимумов-минимумов применяют в случаях, когда необходима полная взаимозаменяемость в штучных изделиях для относительно коротких размерных цепей (до пяти звеньев), ориентировочных расчетов в грубых размерных цепях (хотя бы у одного звена допуск имеет очень большую величину), а также для технологических размерных цепей в единичном и серийном производстве, в остальных случаях целесообразно применять вероятностный метод.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 3598; Нарушение авторских прав?; Мы поможем в написании вашей работы!