КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Требования к функциям АСУ ТА
|
|
|
|
Требования к защищенности технических средств
Требования к надежности АСУ ТА
4.3.1. Состав и количественные значения показателей надежности:
Вероятность безотказной работы.
Средняя наработка до отказа.
Среднее время восстановления и т.п.
Перечень аварийных ситуаций, при которых необходимо регламентировать требования к надежности.
Требования к методам оценки надежности
(расчетный и/или экспериментальный).
4.3.2. Требования по безопасности при монтаже, наладке и эксплуатации системы.
4.3.3. Требования по эргономике и технической эстетике.
4.3.4. Требования к эксплуатации и техническому обслуживанию.
4.4.5. Требования к защите информации от несанкционированного доступа.
4.4.6. Требования к сохранности информации при авариях.
Основные внешние воздействия:
- температура;
- влажность окружающего воздуха;
- давление;
- вибрация;
- механические удары;
- электромагнитные поля;
- индустриальные радиопомехи;
- проникновение пыли и влаги;
- агрессивная среда.
4.4.1. По устойчивости к воздействию температуры и влажности системы автоматизации могут быть отнесены к следующим группам (ГОСТ 12997-84. Изделия ГСП. Общие технические условия):
| Группа | Диапазон температур, °С | Верхнее значение относительной влажности, % | Характеристика помещения | |
| В1 | +10 | +35 | 75% при 30°С без конденсации влаги | Обогреваемые или охлаждаемые помещения |
| В2 | +5 | +40 | ||
| В3 | +5 | +40 | 95% при 30°С без конденсации влаги | |
| В4 | +5 | +50 | 80% при 35°С без конденсации влаги | |
| С1 | -25 | +55 | 100% при 30°С с конденсацией влаги | Под крышей или закрытые обогреваемые помещения с конденсацией влаги, вызванной резкими изменениями температуры или в результате воздействия осадков или водяных капель |
| С2 | -40 | +70 | ||
| С3 | -10 | +50 | 95% при 35°С с конденсацией влаги | |
| С4 | -30 | +50 | ||
| D1 | -25 | +70 | 100% при 40°С с конденсацией влаги | Открытое пространство |
| D2 | -50 | +85 | ||
| D3 | -50 | +50 | 95% при 35°С без конденсации влаги |
4.4.2. По устойчивости к воздействию атмосферного давления системы автоматизации могут быть отнесены к следующим группам (ГОСТ 12997-84. Изделия ГСП. Общие технические условия)
| Группа | Диапазон давления, КПа | Место размещения | |
 Р1 Р1
| 106,7 | на высоте до 1000 м над уровнем моря | |
| Р2 | на высоте до 3000 м над уровнем моря |
4.4.3. По устойчивости к вибрациям (по прочности) системы автоматизации могут быть отнесены к следующим группам (ГОСТ 12997-84. Изделия ГСП. Общие технические условия)
| Группа | Диапазон частот, Гц | Амплитуда смещения, мм |
| L1 | 5…35 | 0,35 |
| L2 | 0,75 | |
| L3 | 5…25 | 0,10 |
 N1 N1
| 10…55 | 0,15 |
 N2 N2
| 0,35 | |
| N3 | 5…80 | 0,075 |
| N4 | 0,15 | |
| V1 | 10…150 | 0,075 |
| V2 | 0,15 | |
| V3 | 0,35 | |
| V4 | 5…120 | 0,15 |
| V5 | 0,20 | |
| F1 | 10…500 | 0,075 |
| F2 | 0,15 | |
| F3 | 0,35 | |
| G1 | 10…2000 | 0,35 |
| G2 | 0,75 | |
| G3 | 0,35 |
4.4.4. Степени защиты, обеспечиваемые оболочками (код IP)
по ГОСТ 14254-96 (МЭК 529-89, CEI 70-1, EN 60529)
Защитные корпуса (кожуха, ограждения и пр.) для различных электротехнических материалов классифицируются в зависимости от типа и степени защиты.
Буквы «IP» кода: International Protection
Первая цифра IP: Степень защиты от посторонних твердых тел, пыли
| Первая цифра IP (Xx) | Вид защиты |
| Защиты нет | |
| Защита от твердых тел размером >=50 мм | |
| Защита от твердых тел размером >=12,5 мм | |
| Защита от твердых тел размером >=2,5 мм | |
| Защита от твердых тел размером >=1,0 мм | |
| Частичная защита от пыли | |
| Полная защита от пыли |
Вторая цифра IP: Степень защиты от от проникновения воды
| Вторая цифра IP (xX) | Вид защиты |
| Защиты нет | |
| Защита от капель конденсата, падающих вертикально | |
| Защита от капель, падающих под углом до 15 градусов | |
| Защита от капель, падающих под углом до 60 градусов | |
| Защита от брызг, падающих под любым углом | |
| Защита от струй, падающих под любым углом | |
| Защита от динамического воздействия потоков воды (волн) | |
| Защита от попадания воды при погружении на определенную глубину и время | |
| Защита от воды при неограниченном времени погружения на определенную глубину |
(пример)
| Подсистема | Функция (задача) | Форма представления выходной информации | Точность (погрешность) выполнения | Время выполнения | Регламент выполнения | Критерий отказа |
| САУ тепловым режимом печи | Стабилизация соотношения газ–воздух | Сигнал на изменение расхода воздуха | ± 0,01 | Время регулиро-вания, не более 1 мин | После изменения расхода газа | Появление брака по нагреву |
| Индикация параметров нагрева | Видеокадр | 1,0 % | Периодичность обновления, не более 1 с | По инициативе оператора | Отсутствие динамики видеокадра на дисплее | |
5 ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ АСУ ТА
5.1 Состав информационного обеспечения
- перечни входных и выходных сигналов и данных
- формы документов и видеокадров
- нормативно-справочная информация
5.2 Классификация и описание сигналов в АСУ
5.2.1 Таблицы перечней входных сигналов
ПЕРЕЧЕНЬ ВХОДНЫХ НЕПРЕРЫВНЫХ СИГНАЛОВ
| Наименование | Диапазон изменения | Форма представ-ления | Периодич-ность изменения | Источник формиро-вания |
| 1. Температура в томильной зоне печи | 800 … 1200°С | Напряжение постоянного тока 0 … 50 мВ | Не чаще 1 мин. | Радиацион-ный пирометр |
ПЕРЕЧЕНЬ ВХОДНЫХ ДВУХПОЗИЦИОННЫХ СИГНАЛОВ
| Наименование | Периодич-ность (частота) изменения | Источник формиро-вания |
| 1. Наличие проката на выходе клети № 4 | Не чаще 10 с | Датчик наличия проката D4 |
| 2. Команда «Ручной рез» | По инициативе оператора (не чаще 3 с) | Пульт оператора на посту ПУ-10 |
ПЕРЕЧЕНЬ ВХОДНЫХ ДИСКРЕТНЫХ СИГНАЛОВ
| Наименование | Диапазон изменения | Разряд-ность | Периодич-ность изменения | Источник формиро-вания |
| 1. Толщина готового проката | 0,10 … 2,40 мм | 12 бит | 50 мс | Радио-изотопный толщиномер |
| 2. Заданное значение температуры | 500 … 1000°С | 16 бит | По инициативе оператора (не чаще 5 мин) | Пульт оператора на посту ПУ-3 |
| 3. Заданное значение температуры | 500 … 1000°С | Последова-тельный код | По инициативе оператора (не чаще 5 мин) | Клавиатура на посту ПУ-3 |
| 4. Реквизиты плавки | Символьная информация | Последова-тельный код | По инициативе оператора (30 мин) | Клавиатура на посту ПУ-3 |
| 4. Длина полосы | 70 … 110 м | Последова-тельный код | Не чаще 5с | Подсистема раскроя проката |
5.2.1 Таблицы перечней выходных сигналов
ПЕРЕЧЕНЬ ВЫХОДНЫХ НЕПРЕРЫВНЫХ СИГНАЛОВ
| Наименование | Диапазон изменения | Форма представ-ления | Приемник |
| 1. Сигнал на изменение скорости двигателя | ± 1000 об/мин | Напряжение постоянного тока ± 10 В | Тиристорный преобразо-ватель |
ПЕРЕЧЕНЬ ВЫХОДНЫХ ДИСКРЕТНЫХ СИГНАЛОВ
| Наименование | Диапазон изменения | Разряд-ность | Приемник |
| 1. Задание частоты вращения двигателя 12-ой клети | 200 … 1500 об/мин | 16 бит | САРС клети №12 |
| 2. Индикация температуры металла | 500 … 1200°С | Видеокадр | Дисплей на посту ПУ-4 |
| 3. Индикация реквизитов плавки | Символьная информация | Видеокадр | Дисплей на посту ПУ-4 |
| 4. Длина полосы | 70 … 110 м | Последова-тельный код | Подсистема управления сбрасывате-лем полос |
ПЕРЕЧЕНЬ ВЫХОДНЫХ ДВУХПОЗИЦИОННЫХ СИГНАЛОВ
| Наименование | Приемник |
| 1. Индикация наличия проката на рольганге | Пульт оператора на посту ПУ-10 |
5.3 Устройства ввода–вывода сигналов
Развитие промышленной электроники привело к созданию принципиально новых ТСА – микроконтроллеров, которые основаны на микропроцессорах и предназначены для управления сложными технологическими агрегатами.
Микроконтроллеры (МК) используются в составе многих КИПиА, на основе которых создаются децентрализованные САУ. МК встраиваются в станки с ЧПУ, установки промышленного телевидения, устройства технологической диспет-черизации и т.п. В настоящее время МК широко применяются не только в промышленности, но и в быту: в телевизорах, видеомагнитофонах, СВЧ-печах, стиральных машинах, часах, калькуляторах, мобильных телефонах.
В широком смысле микропроцессор (МП) представляет собой функционально законченное программно-управляемое устройство, осуществляющее прием, арифметико-логическую обработку и выдачу цифровой информации.
МП состоит из интегральных микросхем или представляет собой монокристалл. По сути, МП – простой конечный автомат, который выполняет операции с информацией в виде электрических сигналов в соответствии с заложенной в него программой. Для хранения программ используются ПЗУ (ROM). Для хранения промежуточных результатов и вспомогательных величин используется оперативная память – ОЗУ (RAM). Но при выключении питания информация в ОЗУ, как правило, пропадает.
Ядром микропроцессора является арифметико-логическое устройство (АЛУ), в котором выполняются простейшие операции: сложение и вычитание двоичных чисел, логические операции И и ИЛИ, переадресация данных.
Микроконтроллер (МК) – это МП-система с устройствами ввода-вывода информации, прерывания, таймерами, компараторами и т.п. МК используются в составе многих КИПиА, на основе которых создаются децентрализованные САУ.
Процессор работает с портами ввода/вывода (port I/O) практически так же, как и с ячейками памяти. У каждого порта есть свой собственный адрес. Причем ячейки памяти и порты находятся в разных адресных пространствах.
Порты вывода предназначены для управления внешними устройствами (цифро-аналоговые преобразователи (ЦАП), индикаторы, принтеры). К этим портам можно подключать электронные ключи, которые позволяют МП системе управлять более мощными устройствами – электромагнитными реле, лампочками, светодиоды, моторчиками, соленоидами и т.п.
При помощи портов вывода можно делать переключения в самой схеме микропроцессорного устройства для его автоматической подстройки под выполняемую задачу.
Порт ввода – это специальная схема, при помощи которой МП может принимать внешние данные, например, информацию о ходе технологического процесса или состоянии оборудования. Для ее преобразования в цифровой код применяются специальные модули, например, ADAM фирмы ADVANTECH. К портам подключают средства ручного ввода (клавиатуру, различные кнопки), дискретные и RS интерфейсы приборов, АЦП и т.д.
6 МАТЕМАТИЧЕСКОЕ ОБЕСПЕЧЕНИЕ АСУ ТА
6.1 Виды математических моделей
Математическое обеспечение состоит из общего и специального и включает в себя совокупность математических методов, моделей и алгоритмов, необходимых для функционирования системы.
Математические модели объектов управления являются частью математического обеспечения и представляют закономерности на формальном математическом языке в виде алгебраических, дифференциальных, интегральных уравнений и логико-математических таблиц с соответствующими ограничениями.
Математические модели позволяют количественно оценивать параметры технологического процесса и рассчитывать его выходные параметры, т.е. цели управления. Классификация математических моделей приведена на рис. 6.1.
Модели для исследования позволяют исследовать технологический процесс без экспериментов.
Модели для управления дают информацию для оперативного расчета управляющих воздействий.
Контролирующие модели дают возможность рассчитывать выходные параметры, которые невозможно измерить, например, из-за отсутствия датчиков.
Прогнозирующие модели применяются при необходимости заблаговременно спрогнозировать ход процесса в определенный будущий момент времени.
Статические модели позволяют рассчитывать параметры процесса без учета факторов времени, а динамические – с учетом фактора времени.
Детерминированные модели разрабатываются на основе теоретических представлений о физико-химических закономерностях процессов.
Экспериментально-статистические модели строятся при отсутствии четких представлений о процессе на основании экспериментальных данных или результатов длительной работы агрегата, которые статистически обрабатываются регрессионным и корреляционным анализом. В результате получаются вероятностные соотношения, называемые стохастическими моделями.
В комбинированных моделях рационально используются детерминирован-ный и статистический принципы построения модели с коэффициентами, определенными статистическим путем.
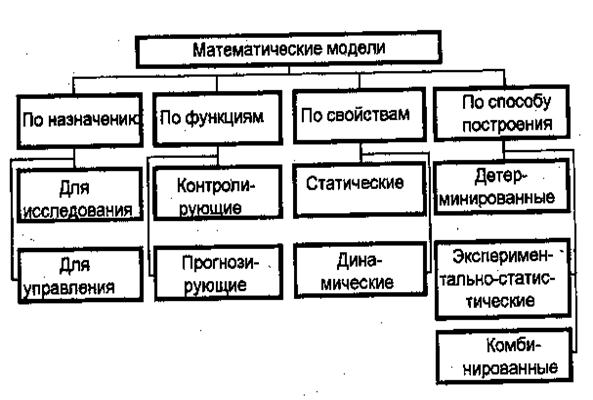
Рисунок 6.1 – Классификация математических моделей
6.2 Особенности математических моделей
При автоматизации металлургических процессов значительное внимание уделяется системам оптимального управления, в которых целями управления являются достижение наивыгоднейшего минимального или максимального критерия оптимальности. Критериями оптимальности или оптимального управления могут быть определенные экономические или технические показатели, например, себестоимость продукции, затраты сырья или энергии, производительность агрегата и т. п. Выбор критерия оптимальности зависит от конкретных технологических условий.
Критерий оптимального управления может быть статистическим и нестатистическим (регулярным). Регулярный критерий задается в виде определенной функции от параметров или функционала от управляющих воздействий и координат объекта.
Одним из распространенных критериев, применяемым для оптимальных в статистическом отношений систем, служит минимум среднеквадратичной ошибки, который тождествен с критерием минимума среднего квардата ошибки.
Критерий оптимального управления разрабатывается в зависимости от особенностей технологического процесса и металлургического агрегата, а также вида разрабатываемой АСУ ТП для данного объекта автоматизации.
В зависимости от критерия оптимальности имеются следующие типы оптимальных систем: статистически-оптимальные, равномерно-оптимальные и минимаксо-оптимальные.
В статистически-оптимальной системе экстремум критерия достигается в среднем из-за наличия случайных факторов и невозможности обеспечить максимум критерия в каждый отдельный промежуток времени.
В равномерно-оптимальной системе максимум критерия оптимальности достигается в каждом отдельном промежутке времени.
В минимаксо-оптимальной системе наилучший результат управления достигается только в наихудших условиях работы агрегата, т.е. наихудший результат в данной системе всегда лучше, чем в любой другой системе.
Типичными представителями металлургических объектов, управление которыми возможно методами оптимизации, являются агломерационные машины, доменные печи, МНЛЗ, технологические процессы нагрева, прокатки и термической обработки металла.
7 ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ АСУ ТА
7.1 Общее и специальное программное обеспечение
Общее математическое обеспечение обеспечивает функционирование ЭВМ и решение стандартных задач, а специальное - обеспечивает решение специальных задач, свойственных данной системе.
К общему программному обеспечению относятся: операционная система, текстовые редакторы, электронные таблицы, программы-тесты проверки исправности устройств, трансляторы с алгоритмических языков, SCADA-пакеты.
Специальное программное обеспечение включает в себя программы реализации управляющих, информационных и вспомогательных функций и содержит, например, функциональные программы:
обнаружения выхода параметров технологического процесса за допустимые пределы;
определения опасных предаварийных ситуаций на объекте управления;
вычисления технико-экономических показателей работы агрегата;
прогнозирования протекания технологического процесса при определенных управляющих воздействиях.
Под алгоритмом управления применительно к АСУ ТП понимают инструкцию по решению конкретной задачи, определяющую последовательность этого решения на формальном языке математических условий, т. е. как нужно обработать входную информацию и выработать целесообразное управляющее воздействие, чтобы добиться заданной цели управления технологическим процессом.
7.2 Особенности алгоритмов систем автоматизации
Алгоритм – это точное описание способа решения задачи, устанавливающее какие операции и в какой последовательности необходимо выполнить, чтобы получить результат, однозначно определяемый исходными данными.
Основные требования к алгоритмам
| Т р е б о в а н и я | для вычислительных алгоритмов | для алгоритмов систем автоматизации |
| 1. Определенность | Абсолютная понятность, исключающая любую возможность неоднозначного толкования | |
| 2. Массовость | Применимость к решению задачи 0при любых вариациях входных переменных, остающихся в области допустимых значений | Способность обеспечить управление объектом при любых возможных сочетаниях сигналов, появляющихся на входах УВК в произвольные моменты времени |
| 3. Результативность | Завершение процесса решения задачи за конечное число шагов |
Рисунок 7.1 – Способы представления алгоритмов АСУ
Условные графические обозначения по ГОСТ 19.003 –80
| Н а и м е н о в а н и е | О б о з н а - ч е н и е | П о я с н е н и е |
| 1. Процесс | 
| Вычислительные действия или их последовательность |
| 2. Решение | 
| Проверка выполнения условий |
| 3. Ввод-вывод | 
| Ввод–вывод данных, команд, сигналов |
| 4. Ручной ввод | 
| Ввод информации с операторского пульта |
| 5.Предопределенный процесс | 
| Вычисление по подпрограмме или стандартной программе |
| 6. Документ | 
| Вывод информации на печатающее устройство |
| 7. Вывод на дисплей | 
| Вывод информации на экран дисплея |
| 8. Внутристраничный соединитель | 
| Обозначение разрывов линий связи, расположенных в пределах одного листа схемы |
| 9. Межстраничный соединитель | 
| Обозначение разрывов линий связи, расположенных на разных листах схемы |
| 10. Пуск – останов | 
| Обозначение начала и конца алгоритма |
Правила выполнения блок–схем по ГОСТ 19.002 –80
1) Для облегчения поиска символов на схеме рекомендуется поле листа разбивать на зоны.
2) В каждую зону помещают один символ.
 3) Символу присваивают координаты зоны, в которой он расположен.
3) Символу присваивают координаты зоны, в которой он расположен.
 |
4) Линии потока, идущие в неосновных направлениях, должны оканчиваться стрелками –
5) При большой насыщенности схем линии потока допускается обрывать.
6) В случае, если оба места обрыва находятся на одном листе –
 |
7) В случае, если места обрыва находятся на разных листах –
8) Для детализации некоторой программы, представленной на схеме одним символом «Процесс», необходимо
 |
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 383; Нарушение авторских прав?; Мы поможем в написании вашей работы!