КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические мероприятия сборки и сварки
|
|
|
|
Конструктивные мероприятия.
- Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных напряжений и деформаций. В сварных соединениях объем наплавленного металла должен быть минимальным. (Например, при толщине металла более 12мм следует применять X и К-образную подготовку кромок.)
- Заменять прерывистые швы на сплошные швы меньшего сечения.
-Выполняют стыковые швы при минимальном угле раскрытия шва и минимальном зазоре.
- Избегать резких переходов сечений, а также применять преимущественно стыковые соединения вместо угловых и не допускать концентрации и пересечений сварных швов.
- Порядок сборки под сварку, способ сварки, режимы сварки (минимальная погонная энергия при применении автоматической или п/а сварки).
- Последовательность наложения шва по его длине и сечению оказывают значительное влияние на величину деформаций и напряжений при сварке.
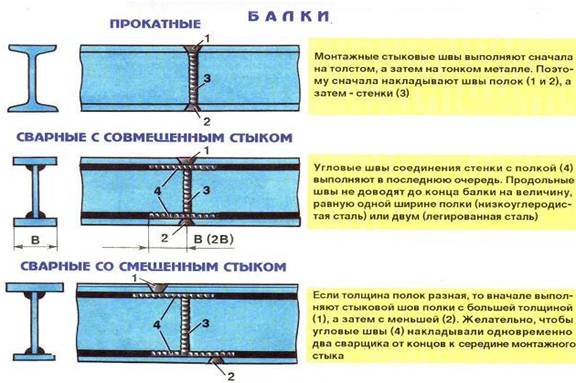
а) При сварке двутавровой балки в первую очередь сваривают стыковые соединения стенки и полок, а затем угловые.
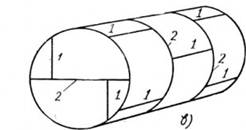
б) При сварке цилиндрических резервуаров из нескольких обечаек, в первую очередь сваривают продольные, а затем поперечные швы.
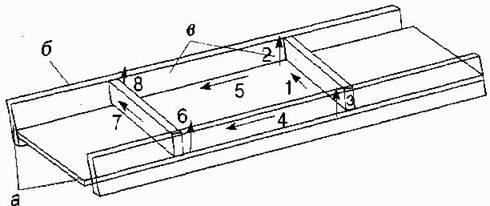
в) В двутавровой балке с ребрами жесткости выбирается следующая последовательность:
г) При сварке тонких листов применяют медную подкладку для уменьшения нагрева и деформаций.
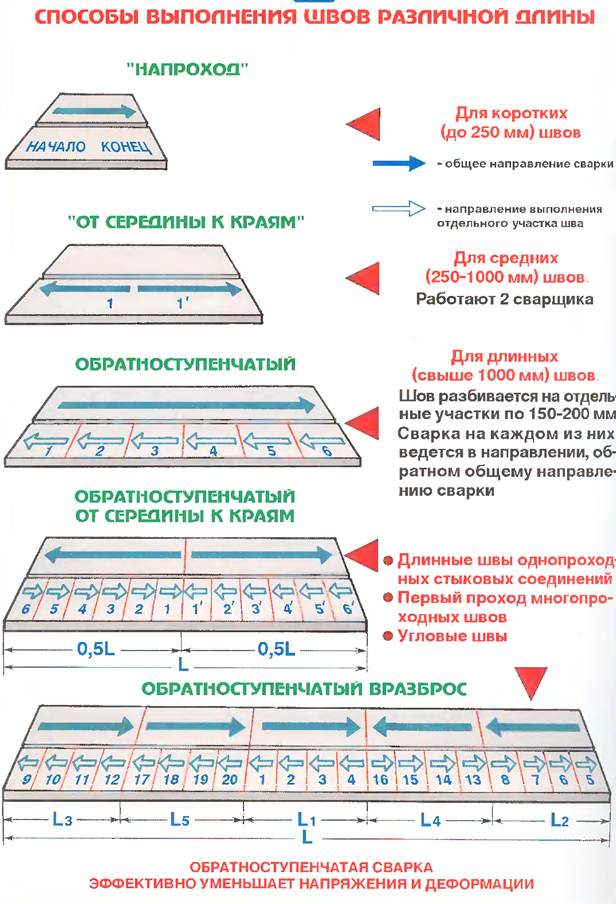
При ручной и п/а сварке применяют обратноступенчатый способ и не следует начинать сварку с кромки листа.
д) При сборке и сварке корпусных конструкций, состоящих из полотнища и набора выполняют в последовательности:
- сборка и сварка полотнища;
- установка и приварка к полотнищу главного набора;
|
|
|
- установка холостого набора;
- сварка набора между собой.
Чтобы уменьшить остаточные деформации и напряжения конструкций и изделий при сборке по возможности не допускают скрепления узлов и деталей прихватками, которые создают жесткое закрепление.
- Для обеспечения подвижного состояния закрепленных деталей используют клиновые, центровочные и другие сборочные приспособления.
- На образование остаточных деформаций и напряжений значительное влияние оказывает способ сварки.
- На величину и характер сварочных напряжений и остаточных деформаций влияет погонная энергия сварки и режим сварки.
- Увеличение сечения шва, как правило, способствует росту деформаций.
- Величина остаточных деформаций и напряжений зависит и от порядка наложения швов по длине и сечению.
Уравновешивание деформаций. Сущность этого способа заключается в том, что устанавливают определенную последовательность наложения швов, при которой деформации от предыдущих швов снижаются при выполнении последующих швов. Этот способ широко применяют при сварке стержневых конструкций или деталей симметричного сечения.
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 1291; Нарушение авторских прав?; Мы поможем в написании вашей работы!