КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
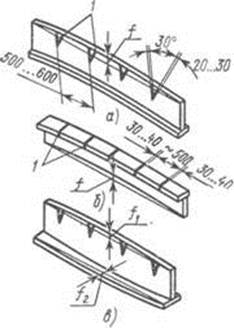
Способ правки тавровых балок после сварки
|
|
|
|
При выборе метода уменьшения деформаций и напряжений, возникающих в процессе сварки, необходимо учитывать марку свариваемого металла.
При сварке пластин из углеродистой стали зазор можно делать меньше, чем при сварке медных пластин.
При сварке медных пластин, вследствие большого линейного и объемного расширения меди, при маленьком зазоре в конце сварки пластины будут накладываться одна на другую. Если же их до начала сварки жестко закрепить, то в этом случае возникнут значительные остаточные напряжения и деформации.
При сварке пластин из легированной стали вследствие изменения объема металла при изменении структуры могут возникать силы сжатия, если увеличивается объем или силы растяжения при уменьшении объема. Поэтому при сварке легированных сталей необходимо стремиться к уменьшению объема наплавленного металла и выполнять сварочные работы таким образом, чтобы было меньше закрепленных частей свариваемой конструкции. Свобода частей свариваемой конструкции уменьшит возникновение внутренних напряжений.
При сварке чугуна деформаций не возникает, так как при образовании значительных внутренних напряжений образуются трещины.
Для уменьшения деформаций и внутренних напряжений при сварке цветных металлов, имеющих значительный коэффициент линейного и объемного расширения, необходимо увеличивать зазор между свариваемыми кромками и уменьшать объем наплавленного металла, а также требуется жесткое закрепление свариваемых деталей.
 | |||
 |
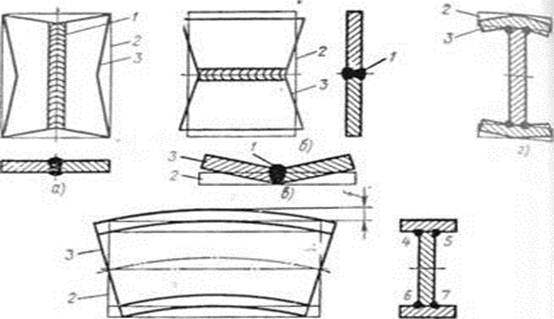
Рис. 14.2. Виды сварочных деформаций:
а, б — линейные, в, г — угловые, (г — «грибовидность> балки, д — «серповидность» балки); 1-сварной шов, 2, 3 — формы изделия до и после сварки, 4…..7 — последовательность наложения швов; f — стрела прогиба.
Деформации и напряжения при сварке стыковых соединений. По продолжительности сварочные напряжения бывают технологические и остаточные. Первые возникают во время сварки (в процессе изменения температуры), вторые — после окончания сварки и полного охлаждения изделия. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные поперек оси шва, линейные сварочные напряжения.
Распределение продольных напряжений при сварке в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигают предела текучести. При сварке встык продольное сокращение шва вызывает не только продольные, по и поперечные напряжения, поскольку деформированные («изогнутые») листы стремятся распрямиться. Поэтому в средней части сваренных листов возникают напряжения растяжений, а по краям — напряжение сжатия.
При разработке технологического процесса сварки обязательно следует учитывать поперечную и продольную усадку шва. При сварке металла толщиной до 6мм главным образом возникают значительные деформации, а остаточные напряжения бывают небольшими.
Деформации и напряжения при сварке тавровых соединений. В сварных конструкциях, имеющих тавровое сечение (состоящих из двух листов), под влиянием продольных и поперечных напряжений и укорочений стенка и пояс тавра деформируются, тавр изгибается по длине. Величина таких деформаций зависит от соотношения размеров стенки и пояса, последовательности наложения сварных швов, величины погонной энергии, условий закрепления таврового сечения и т. д. Чем тоньше пояс и больше ширина вертикальной стенки, тем больше продольные напряжения сварного тавра.
В рассмотренных выше примерах сварки стыковых соединений и тавровых сечений отмечены лишь деформации, происходящие в плоскости свариваемого элемента.
Кроме деформаций в плоскости соединяемых элементов, возникают также и деформации свариваемых листов из плоскости, которые называются угловыми деформациями. На величину угловых деформаций (угол β) влияют размер свариваемых листов, угол раскрытия шва а (чем он меньше, тем меньше деформация), закрепление, количество проходов и т. д. Листы необходимо закреплять как можно ближе к сварному шву. Расстояние крепления от шва при сварке тонких листов должно быть равно 3—6- кратной ширине шва. Крепления, расположенные на значительном расстоянии от шва, практически не оказывают влияния на конечные угловые деформации.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 1292; Нарушение авторских прав?; Мы поможем в написании вашей работы!