КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Многошпиндельные полуавтоматы
|
|
|
|
Различают многошпиндельные полуавтоматы горизонтальные и вертикальные.
Горизонтальные многошпиндельные полуавтоматы предназначены для изготовления деталей из штучных заготовок в условиях массового и крупносерийного производства.
Установку новой заготовки и снятие готовой детали производят вручную. У многошпиндельных полуавтоматов отсутствуют механизмы подачи и зажима прутка.
Вертикальные многошпиндельные полуавтоматы предназначены для обработки в патроне деталей сравнительно больших размеров в условиях массового производства. Эти станки высокопроизводительны, занимают мало места, удобны для компоновки технологических поточных линий. Их подразделяют на полуавтоматы последовательного и параллельного действия.
Схема полуавтомата последовательного действия
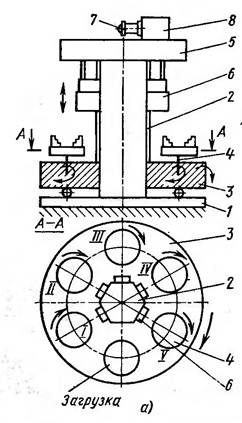
На основании 1 установлена неподвижная шестигранная колонна 2, вокруг которой периодически поворачивается стол 3 с шестью шпинделями 4. Пять суппортов 6 обслуживают одновременно пять шпинделей. Заготовку устанавливают в загрузочной позиции, и после поворота стола на 1/6 оборота шпиндель получает вращение. Начинается обработка в позиции 1, а продолжается в позициях II—V. В каждой позиции выполняется один или несколько переходов. Привод станка состоит из электродвигателя 7, редуктора 8 и механизма подач 5.
Принципиальная схема полуавтомата параллельного действия
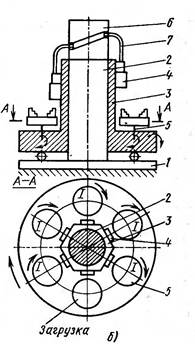 На основании 1 установлена неподвижная вертикальная колонна 2, вокруг которой непрерывно вращаются стол, несущий шпиндели 5, и шестигранная гильза 3 с шестью суппортами 4, представляющие собой единое целое (карусель). При повороте гильзы 3 суппорты перемещаются по ее вертикальным направляющим от неподвижного барабана 6, с которым они связаны тягами 7. У полуавтомата каждый шпиндель имеет свой суппорт для обработки детали. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка детали. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается деталь, суппорт быстро отходит в верхнее положение, снимается готовая деталь и устанавливается новая заготовка. Затем происходит автоматический зажим заготовки, шпинделю сообщается вращение, а суппорт быстро подводится к заготовке.
На основании 1 установлена неподвижная вертикальная колонна 2, вокруг которой непрерывно вращаются стол, несущий шпиндели 5, и шестигранная гильза 3 с шестью суппортами 4, представляющие собой единое целое (карусель). При повороте гильзы 3 суппорты перемещаются по ее вертикальным направляющим от неподвижного барабана 6, с которым они связаны тягами 7. У полуавтомата каждый шпиндель имеет свой суппорт для обработки детали. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка детали. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается деталь, суппорт быстро отходит в верхнее положение, снимается готовая деталь и устанавливается новая заготовка. Затем происходит автоматический зажим заготовки, шпинделю сообщается вращение, а суппорт быстро подводится к заготовке.
Современные полуавтоматы этого типа имеют 4—16 и более рабочих шпинделей.
|
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 716; Нарушение авторских прав?; Мы поможем в написании вашей работы!