КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка математической модели для проектирования технологического процесса термообработки заготовок
|
|
|
|
Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо наоборот, сделать металл более мягким, легче поддающимся механической обработке. Термическая обработка стали в большинстве случае состоит в нагреве до температуры образования твердого раствора, выдержки при этих температурах и охлаждение с разными скоростями в зависимости от требований конечной структуры и физико-механических свойств стали [7].
Различают следующие основные режимы термообработки заготовок:
– закалка;
– отжиг;
– нормализация;
– отпуск.
Закалка – термическая обработка металлов, при которой заготовку нагревают до температуры в пределах 1000-1050°С, после чего сталь быстро охлаждают. Закалку применяют для придания стали повышенной прочности, твердости, снижения вязкости и пластичности [7].
Отжиг – термическая обработка металла, имеющего неустойчивое состояние в результате предшествующей обработки и приводящей металл в более устойчивое состояние. Цель отжига – снятие внутренних напряжений, снижение твердости. При отжиге изделия нагревают выше критических температур стали. Для низкоуглеродистых и среднеуглеродистых сталей температура нагрева достигает 600-680°С. После нагрева изделие выдерживают в печи при этой температуре в течении 2.5 минут на 1 мм толщины металла. Для полного отжига стальное изделие нагревают до температуры 820-930°С, выдерживают при этой температуре и затем медленно охлаждают [8].
Нормализация – термическая обработка металла, подобная отжигу, но с более быстрым охлаждением изделий, которое обычно проводят на воздухе. При нормализации заготовку нагревают до температуры 850-890°С, выдерживают при этой температуре и охлаждают на воздухе.
Отпуск – термическая обработка металлов, применяемая для сталей склонных к закалке, для уменьшения внутренних напряжений и хрупкости. Изделие нагревают до температуры 400-700°С. Выдерживают при этой температуре из расчета 2.5 минуты на 1 мм толщины металла, медленно охлаждают с печью до нормальной температуры [8].
Определение расчетного размера заготовок для назначения продолжительности выдержки при температурах нормализации приведены в таблице 1.11. [9]
Таблица 1.11 – Определение расчетного размера заготовок для назначения продолжительности выдержки при температурах нормализации
| Заготовки деталей и их конфигурация | Условия расчета | Расчетный размер равен |
Гладкие валы

| Диаметр вала (DB) меньше или равен длине L | Диаметру вала DB |
| Диаметр вала (DB) больше длины L | Длине вала L | |
Сплошные диски
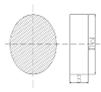
| Диаметр диска (Dd) больше его толщины (B) | Толщине диска (B) |
| Диаметр диска (Dd) меньше его толщины (B) | Диаметру диска (Dd) | |
Полая заготовка типа трубы
| Диаметр наружный меньше длины L | 2·B |
| Диаметр наружный больше длины L | 1.5·B | |
Кольца, бандажи, шестерни
| Диаметр наружный (Dh) больше высоты (Н) | Высоте (Н) |
| Диаметр наружный (Dh) меньше высоты (Н) | Толщине стенки (B) | |
Валы с уступами, валы-шестерни, валки, шестерни
| Длина бочки L2 больше или равна половине диаметра бочки (D2) | Диаметр бочки (D2) |
| Длина бочки L2 меньше половины диаметра бочки диаметра бочки (D2) | 
| |
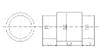
Муфты и полумуфты
| – | |
Гладкие пластины, штанги, рейки
| – | Наименьшему размеру – толщине (В) |
Пластины с уступами
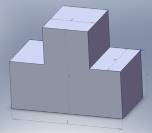
| Высота (Н) больше либо равна толщине (В) | Толщине (В) |
| Длина уступа (L) меньше либо равна половине высоты (Н) | Высоте (Н) | |
| Длина уступа (h) больше половины высоты (Н) | 
|
Расчет норм времени выдержки при отпуске
Для определения времени нагрева первоначально необходимо расчитать геометрический показатель тела W. W – геометрический показатель тела, равный отношению объёма тела V к площади его поверхности F [9].
Далее рассмотрены формулы для вычисления величины W различных тел простой формы. Для шара:
W = D/6, (1.2)
где D – наружный диаметр шара.
Для цилиндра, нагреваемого со всех сторон:
W =  , (1.3)
, (1.3)
где D – наружный диаметр цилиндра;
l – длина тела.
Для сплошного цилиндра, нагреваемого с одной стороны:
W =  , (1.4)
, (1.4)
где D – наружный диаметр цилиндра;
l1 – длина нагреваемой части тела.
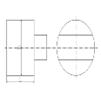
Для полого цилиндра, нагреваемого со всех сторон:
W =  , (1.5)
, (1.5)
где D – наружный диаметр цилиндра;
d – внутренний диаметр цилиндра;
l – длина тела.
Для куба:
W = B/6, (1.6)
где B – ребро куба.
Для прямоугольной пластины, нагреваемой со всех сторон:
W =  , (1.7)
, (1.7)
где B – толщина пластины;
a – ширина пластины;
l – полная длина тела.
Рассчитав геометрический показатель W выбираем продолжительность нагрева заготовки при отпуске по таблице 1.12 [9].
Таблица 1.12 – Зависимость продолжительности нагрева при отпуске от величины W
| Среда нагрева | Температура °С | W | Продолжительность нагрева, мин |
| масло | 0.5 | ||
| 1.5 | |||
| 0.5 | |||
| 1.5 | |||
| 0.5 | |||
| 1.5 | |||
| соль | 0.5 | ||
| 1.0 | |||
| 1.5 | |||
| 0.5 | 2.5 | ||
| 1.0 | |||
| 1.5 | |||
| 0.5 | 1.4 |
Расчет норм времени выдержки при закалке.
Время нагрева в закалочной среде зависит от диаметра (толщины) массы заготовки, мощности печи и требований чертежа (термическая обработка с закалкой или с отпуском).
Общая продолжительность нагрева при закалке зависит от двух слагаемых – времени нагрева до заданной температуры tH и времени выдержки при этой температуре tB.
Время выдержки при заданной температуре tB упрощенной принимают равным 1 минуте для углеродистых сталей и 1.5 – 2 минуты для легированных сталей на 1 мм толщины металла.
Время нагрева до заданной температуры tH определяется по следующей формуле
tH = a·D, (1.8)
где a – коэффициент, определяемый экспериментально, в с/мм;
D – диаметр изделия.
Если изделие квадратного или прямоугольного сечения, то вместо величины D используют толщину изделия H.
Значение коэффициента а в зависимости от условий нагрева и формы изделия приведены в таблице 1.13 [10].
Таблица 1.13 – Значение коэффициента а
| Нагревательный агрегат | Температура печи в °С | Коэффициент а | ||
| для круглого сечения | для квадратного сечения | для прямоугольного сечения | ||
| Электропечь | 40-50 | 60-65 | 60-75 | |
| Соляная ванна | 12-15 | 15-18 | 18-22 | |
| Свинцовая ванна | 6-8 | 8-10 | 10-12 | |
| Соляная ванна | 6-8 | 8-10 | 10-12 |
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 574; Нарушение авторских прав?; Мы поможем в написании вашей работы!