КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Инструкция пользователя ПМК для автоматизации проектирования технологического процесса термообработки заготовок
|
|
|
|
Инструкция по установке ПМК для автоматизации проектирования технологического процесса термообработки заготовок
Для запуска программы необходимо скопировать файл tehpro.exe с лазерного диска в созданный каталог и запустить программу стандартными средствами (Windows Explorer, FAR Manager). При запуске приложения автоматически проверяется наличие баз данных и правильность пути к ним. Если базы данных не обнаружены, то выводиться сообщение об отсутствии баз данных и программа не загружается.
Программно-методический комплекс для автоматизации проектирования технологического процесса термообработки заготовок предназначена для автоматизации процесса создания технологической карты для термообработки заготовок. Главная форма представлена на рисунке 2.10. Пользователь выбирает процесс для автоматизации, либо переходит на вкладку для работы со справочниками, рисунок 2.11.
Рисунок 2.10 – Главная форма программы для автоматизации проектирования технологического процесса термообработки заготовок
На вкладке «Операции» при нажатии на кнопку «Термический процесс», появляется главная форма для отображения данных технологических карт на термообработку, рисунок 2.12.
Рисунок 2.12 – Форма для отображения данных для технологических карт на термообработку
На этой форме отображаются данные о заготовке, подлежащей процессу термообработки. На форме находятся несколько кнопок. При нажатии на кнопку «Выход» происходит закрытие формы. При нажатии на кнопку «Обновить» происходит обновление данных из БД. Кнопка «Ввести данные» вызывает форму «Ввод данных для термообработки», представленная на рисунке 2.13. Пользователь может просматривать данные, а также редактировать или добавлять новые. Для того, чтобы закрыть эту форму, необходимо нажать на кнопку «Выход».
Рисунок 2.13 – Форма ввода данных для термообработки
При нажатии кнопки «Создание технологической карты» происходит формирование и заполнение технологической карты. Полученная технологическая карта представлена на рисунке 2.14. На вкладке «Справочники» пользователь выбирает необходимый справочник. На рисунке 2.15 приведена форма «Справочник режимов термообработки». На форме находится ряд кнопок для добавления, удаления, сохранения и обновления данных. Для выхода из справочника нужно нажать на кнопку «Выход».

Рисунок 2.14 – Технологическая карта на термообработку заготовки
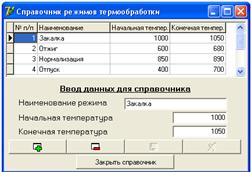
Рисунок 2.15 – Справочник режимов термообработки
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 466; Нарушение авторских прав?; Мы поможем в написании вашей работы!