КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Система автоматического поддержания уровня металла
|
|
|
|
ЛЕКЦИЯ №20
Системы автоматизации непрерывной разливки стали – 1:
Одним из основных преимуществ современных машин для непрерывной разливки стали является высокая степень автоматизации процесса разливки в целом, а также отдельных функциональных операций.
В общем виде принято различать автоматические и автоматизированные (компьютеризированные) системы управления. В системах автоматического управления (САУ), состоящих из объектов управления и управляющего устройства, человек непосредственного участия в процессе управления не принимает. В отличие от САУ в автоматизированных (компьютеризированных) системах управления (КСУ) предполагается обязательное участие людей в процессах управления. Принципиальное отличие КСУ от традиционной системы управления состоит в том, что в КСУ часть управленческих работ, а именно сбор, анализ, и преобразование информации, выполняется с помощью вычислительной техники.
Основной экономический эффект от внедрения АСУ (КСУ) для технологических процессов непрерывной разливки стали достигается за счет повышения уровня организации процесса разливки, более полной загрузки оборудования, обеспечения ритмичности работы МНЛЗ, сокращения непроизводительных потерь, в том числе и за счет предотвращения аварийных ситуаций, что в итоге повышает производительность труда и снижает издержки производства, а также повышает качество заготовки. Это достигается благодаря полноте, своевременности и оптимальности принимаемых решений, а также экономии управленческого труда без ущерба для качества управления.
Поддержание процесса разливки в автоматическом режиме удается обеспечить за счет работы следующих основных систем управления процессом литья:
-система автоматического поддержания уровня металла в кристаллизаторе;
-система прогнозирования и предотвращения прорывов металла под кристаллизатором;
-динамическая система охлаждения заготовки в ЗВО;
-система автоматической подачи ШОС в кристаллизатор МНЛЗ и т.д.
Кроме того, на современных МНЛЗ предусмотрено достаточно большое количество подсистем, которые выполняют следующие важные задачи: контроль и поддержание массы металла в промковше, контроль температуры металла в промковше, контроль усилия на тянущей клети, контроль температуры поверхности заготовки под кристаллизатором (зона 2 или 3), контроль и поддержание параметров качания кристаллизатора и т.п.
Система автоматического поддержания уровня металла в кристаллизаторе обеспечивает поддержание уровня металла для условий разливки как открытой струей, так и при использовании системы «стопор - погружной стакан».
Стабилизация уровня металла в кристаллизаторе является важнейшей и наиболее сложной задачей автоматизации МНЛЗ. Колебания уровня металла приводят к снижению качества заготовки. При падении уровня всего на несколько миллиметров происходит окисление внутренней поверхности твердой корочки, что приводит к подповерхностным дефектам вследствие образования несплошностей. При повышении уровня металла на несколько миллиметров происходит его залив за твердую корочку. Это приводит к увеличению глубины следов качания и захвату неметаллических и шлаковых включений.
Положение уровня металла в кристаллизаторе связано с величиной расхода стали, поступающей из промковша, и скоростью вытяжки заготовки из кристаллизатора. Эти величины не зависят от уровня металла в кристаллизаторе (контролируемой величины) и, следовательно, объект регулирования не обладает свойством самовыравнивания. Между тем, совершенно очевидно, что уровень металла в кристаллизаторе будет оставаться неизменным, если в единицу времени будет поступать и выходить одинаковое количество стали.
При стационарном режиме разливки, как правило, нет интенсивных возмущений, влияющих на положение уровня металла в кристаллизаторе. Главные возмущения, которые оказывают влияние на уровень металла в кристаллизаторе, являются изменение уровня налива металла в промковше (например, при замене сталеразливочного ковша), размывание или зарастание внутренней полости стакан-дозатора или погружного стакана, размывание или разрушение стопора-моноблока и т.п.
Контроль уровня металла в кристаллизаторе осуществляется с помощью специальных датчиков, принцип работы которых основан на фиксировании положения уровня посредством радиоактивного или электромагнитного излучения, которые передают сигнал на привод перемещения стопора или ТПК.
В основе измерения уровня при помощи искусственных радиоактивных изотопов лежит принцип поглощения радиоактивного излучения жидкой сталью, расположенной в кристаллизаторе. Луч, излучаемый радиоактивным источником, проникает через кристаллизатор по прямой линии (рис.20.1).
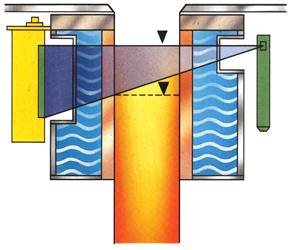
| Рис.20.1. Схема установки радиоактивного датчика в кристаллизаторе |
На стенке кристаллизатора, лежащей напротив излучателя, расположен приемник, преобразующий принятые лучи в электрические импульсы. Вследствие поглощения радиоактивных лучей жидкой сталью интенсивность принятого излучения зависит от высоты уровня металла в кристаллизаторе.
Радиоактивное измерительное устройство состоит из стержневидного материала кобальт-60, сцинтилляционного счетчика и специального усилителя. Источники радиоактивного излучения и счетчики размещают на кристаллизаторе таким образом, чтобы через участок, на котором в процессе разливки стали должен установиться ее уровень, могли проходить и улавливаться счетчиком радиоактивные изотопы, поступающие от источника их излучения.
Толщина и плотность просвечиваемого материала определяют степень поглощения радиоактивного излучения и, следовательно, число изотопов, улавливаемых счетчиком. При повышении или понижении уровня стали на участке измерения его высоты в кристаллизаторе происходит большее или меньшее перекрытие радиоактивного излучения и вместе с тем изменение числа гамма-квантов, улавливаемых счетчиком. Следовательно, количество попадающих на счетчик гамма-квантов служит мерой высоты уровня жидкой стали в кристаллизаторе.
Мощность источника излучения должна обеспечивать около 3000-4000 импульсов в секунду, так как при этом наблюдаются меньшие статические колебания. Мощность источника излучения должна быть такой малой, чтобы по возможности не создавалась или создавалась весьма небольшая контролируемая зона; при этом, прежде всего, учитывают опасность для здоровья обслуживающего персонала.
При использовании аппаратуры для контроля уровня металла на сортовых и блюмовых машинах источник и приемник излучения размещаются стационарно вне кристаллизатора. На мощных слябовых МНЛЗ источник и приемник размещаются непосредственно в стенке кристаллизатора в специальных приливах.
Наряду с использованием радиоизотопных измерителей уровня за рубежом ведутся интенсивные поиски новых средств контроля уровня металла в кристаллизаторе, более простых с точки зрения размещения их в составе оборудования и более надежных и безопасных в эксплуатации. Одним из таких методов является метод, основанный на использовании вихревых токов, индуктируемых катушкой, размещенной над зеркалом жидкого металла в кристаллизаторе (рис.20.2).

Рис.20.2. Схема установки электромагнитного датчика над кристаллизатором
Измерительная катушка получает питание от высокочастотного генератора (50 кГц) через усилитель с положительной обратной связью. В зависимости от положения зеркала металла полное сопротивление измерительной катушки, зависящее от ЭДС, наводимой в ней вихревыми токами, также изменяется, что служит мерой положения уровня жидкого металла в кристаллизаторе. Измерительная катушка размещается в специальном защитном керамическом стакане, который охлаждается воздухом. Постоянная времени срабатывания комплекса составляет менее 0,2 с, а точность измерения положения уровня ±1 мм.
Датчик крепится на специальном штативе, который перемещается разливщиками вручную и устанавливается при измерении уровня металла на краю кристаллизатора. Отличительной особенностью данной конструкции является ее простота, что позволило ряду фирм, например, в Китае и в России, повторить эту конструкцию в тех или иных вариантах. Недостатки такого датчика связываются с- неудобствами в работе из-за наличия кабелей связи и шланга, подводящего охлаждающий воздух, которые в большинстве случае находятся непосредственно на разливочной площадке и подвержены механическим и тепловым воздействиям. Они также могут ограничивать действия разливщика и добавляют дополнительные технологические операции (операции установки и снятия датчика в начале и в конце разливки, а также в аварийных ситуациях).
Другим существенным недостатком рассмотренной конструкции является значительный расход комплектующих (датчиков, кожухов, подставок, кабелей, шлангов), особенно при низкой технологической дисциплине персонала.
Конструкция датчика фирмы VUHZ (Чехия), встроенного в кристаллизатор (рис.20.3), полностью лишена указанных недостатков и приближается по эксплуатационным характеристикам к изотопным датчикам.
Ключевым элементом концепции анализа поведения уровня металла в кристаллизаторе является полное понимание источников происхождения различного рода периодических возмущений зеркала металла.
Рис.20.3. Внешний вид датчика, встраиваемого в кристаллизатор
Как видно из рис.20.4, колебания поверхности металла в кристаллизаторе могут существенно различаться в течение периода в 10-20 секунд, имея различные источники происхождения возмущений. Диаграммы колебаний уровня металла взяты с двух различных МНЛЗ.
а б
Рис.20.4. Колебания уровня металла в кристаллизаторе для различных возмущений: а – возмущения, связанные с гистерезисом стопорного механизма; б – возмущения, вызванные эффектом выпучивания заготовки
В первом случае колебания поверхности связаны с гистерезисом (запаздыванием) срабатывания стопорного механизма, а во втором – вследствие развития эффекта выпучивания заготовки (рис.20.5) между опорными роликами (это явление сопровождается периодическими возмущениями уровня металла в кристаллизаторе с частотой 0,04-0,12 Гц).
В целом же на практике известны различные формы неустойчивых колебаний уровня металла в кристаллизаторе, которые могут быть условно разбиты на две группы: внезапно возникающие и периодические возмущения.
Внезапно возникающие возмущения достаточно легко идентифицируются, так как они, как правило, связаны со значимыми для технологического процесса событиями. Например, это может быть изменение скорости литья или отрыв от поверхности погружного стакана некоторого количества отложившегося корунда (рис.20.6) и т.п.
| Рис.20.5.Схема проявления эффекта «выпучивания» при разливке | Рис.20.6. Схема накопления образования отложений и изменения положения стопора при разливке |
Эти возмущения достаточно легко отслеживаются благодаря соответствующим электрическим сигналам, поступающим на пульт управления (рис.20.7).
Периодически возникающие возмущения обычно связаны с проявлением эффекта выпучивания заготовки и с образованием волн на поверхности металла в кристаллизаторе. Волны на поверхности металла в кристаллизаторе наиболее ярко проявляются в случае разливки широких слябов с высокой скоростью. Частота таких колебаний обычно составляет 0,7-1,2 Гц. При этом меньшие значения частоты относятся к большей ширине кристаллизатора. В некоторых случаях эти волновые возмущения настолько усиливаются, что могут расстроить систему автоматического контроля уровня и привести к всплескам металла или прорывам.
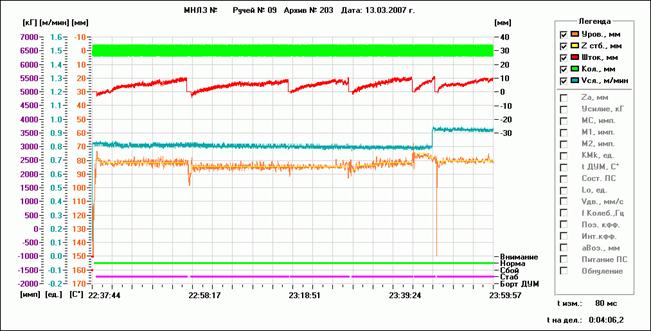
Рис.20.7. Колебания положения стопора (красная линия) в процессе разливки вследствие накопления отложений корунда
Наличие различных источников возмущений требует системного анализа и отработки управляющего импульса, определяющего положение стопора и скорость разливки (для бесстопорной разливки).
Показатель точности дозирования потока стали в системе «стопор – стакан-дозатор» во многом зависит от функциональных возможностей привода механизма положения стопора. Поэтому конструкции механизма перемещения стопора (рис 20.8) и его приводу уделяется большое внимание.

Рис.20.8. Схема системы, обеспечивающей оперативное изменение положения стопора
Типовыми показателями работы системы дозирования стали являются значения расхода в пределах 0,3-1,0 л/сек/мм, что обеспечивает регулирование в пределах хода стопора от 10 до 20 мм. То есть точность положения стопора, большая, чем 0,1 мм (1% от полного хода), обязательно требуется для удовлетворения гарантированной работы исполнительного механизма его привода.
Контрольные вопросы
Чем отличаются системы автоматического управления (САУ) от автоматизированных (компьютеризированных) систем управления (КСУ)?
За счет чего достигается основной экономический эффект от внедрения АСУ (КСУ) для технологических процессов непрерывной разливки стали?
Назовите основные системы автоматизированного управления процессом литья.
Как работа системы контроля уровня металла в кристаллизаторе сказывается на качестве непрерывнолитой заготовки.
Охарактеризуйте принцип работы системы контроля уровня металла.
Опишите особенности размещения элементов СКУ для разливки различных типоразмеров заготовок.
Проанализируйте преимущества и недостатки различных конструкций СКУ.
Как работа системы дозирования стали влияет на колебания уровня металла в кристаллизаторе?
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1909; Нарушение авторских прав?; Мы поможем в написании вашей работы!