КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка валів на токарних верстатах
|
|
|
|
Дрібні східчасті валики діаметром до 25 мм і довжиною до 150 мм обробляються на автоматах подовжнього точіння, револьверних або токарних верстатах. Вали великих діаметрів обробляються на токарних верстатах, токарних гідрокопіювальних чи багаторізцевих напівавтоматах. Останні використовуються для обробки великих багатоступінчастих валів при великому припусках на обробку.
У крупносерійному і масовому виробництвах обточування валів проводиться на вертикальних багатопозиційних токарних багатошпиндельних напівавтоматах моделей 1282, 1К0282, 1А283 і інших, на одношпиндельних багаторізцевих напівавтоматах моделей 1А720, 1А730, 1721 і інших, на токарних гідрокопіювальних напівавтоматах 1712, 1722 і т.д. У средньосерійному і дрібносерійному виробництві використовуються токарні верстати оснащені гідрокопіювальними супортами й іншими пристроями, що прискорюють роботу шляхом зменшення допоміжного часу. При обробці на напівавтоматах досягається 11 квалітет точності. Обробка на гідрокопіювальному напівавтоматі одним різцем часто виявляється більш вигідна ніж на багаторізцевому, тому що час настроювання гідрокопіювального напівавтомата в 2—3 рази менший, а обробка більш точна, особливо при довгих ходах.
При обробці в центрах передній центр обертається разом з деталлю не зношуючись, нерухомий задній центр зношується. Широке поширення отримали центри, що обертаються, хоча вони менш тверді і вібростійкі. Радіальне биття їх не повинне перевищувати 0,2 допуску на биття обробленої поверхні деталі.
Для передачі крутного моменту від шпинделя на деталь застосовуються пальцеві повідкові патрони і хомутики, трьохкулачкові патрони, швидкозажимні повідкові патрони з поворотними кулачками або повідкові втопаючі передні центри. При обробці довгих валів використовуються люнети, які підвищують жорсткість заготовки при обробці в 8—11 разів. Рухомі люнети (двохкулачкові) переміщуються разом з різцем, нерухомі (трьохкулачкові) закріплені на верстаті і проходження різця не допускають. Під люнет проводиться попередня проточка опорної шийки на заготовці або на заготовку надівається гільза, зовнішня поверхня якої служить опорною шийкою. Кулачки люнета можуть бути з бронзовими або сталевими роликовими наконечниками. Іноді замість роликів використовуються шарикопідшипники. Для обробки твердих східчастих валів широко застосовуються токарні багаторізцеві напівавтомати. Економічна точність обробки на них звичайно відповідає 11-13, тому доцільно використовувати їх для чорнової обробки. Характерною рисою цих напівавтоматів є одночасна робота декількох різців, встановлюваних у передньому і задньому супортах. Різці переднього супорта виконують повздовжнє обточування, заднього — проточування канавок, підрізання торців, уступів і зняття фасок. Конусні поверхні обробляються за допомогою копірних лінійок, встановлених у передньому супорті. Обробка довгих ділянок циліндричних поверхонь валів проводиться одночасно декількома різцями, шляхом розподілу довгої ділянки на короткі складові, приклад налагодження токарного багаторізцевого напівавтомата показаний на рис. 2.
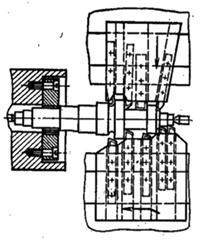
Рис. 2. Налагодження токарного багаторізцевого напівавтомата для обробки східчастого валика
Широке застосування для обробки східчастих валів на заводах автотракторобудування отримали токарні гідрокопіювальні напівавтомати. На цих верстатах обробка проводиться різцями, встановленими у верхньому подовжньому й у нижніх поперечних супортах. Подовжнє обточування заготовки здійснюється за допомогою гідросупорта, керованого копіром чи еталонною деталлю. На цих верстатах може виконуватися як чорнове, так і чистове точіння валів по 8—10 квалітетах точності, у тому числі і нежорстких валах. В умовах серійного виробництва для обробки валів можуть бути використані верстати з числовим програмним керуванням.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1144; Нарушение авторских прав?; Мы поможем в написании вашей работы!