КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пути сокращения продолжительности производственного цикла
|
|
|
|
Преимущества и недостатки видов движения предметов труда
Последовательный производственный цикл. Отличается простотой организации и широко применяется в единичном и серийном производстве при партионной обработке деталей и сборке узлов. Недостатком последовательного движения является большая продолжительность технологического цикла. Каждая деталь перед началом последующей операции ожидает окончания обработки всей партии, в результате чего удлиняется общий цикл.
Параллельно-последовательный производственный цикл. Характеризуется тем, что изготовление предметов труда на последующей операции начинается до окончания обработки всей партии на предыдущей операции, т.е. имеется некоторая параллельность выполнения операций. При этом ставится условие, чтобы партия непрерывно обрабатывалась на каждом рабочем месте. Из-за этого условия параллельно-последовательный цикл может быть продолжительнее параллельного. Преимуществом параллельно-последовательного цикла является его более короткая продолжительность по сравнению с циклом последовательным. Недостатком этого вида движения является его очень сложная организация. Применяется главным образом в обрабатывающих цехах при изготовлении больших и трудоемких по операциям партий деталей.
Параллельный производственный цикл характеризуется тем, что предметы труда, передаются на последующую операцию и обрабатываются немедленно после выполнения предыдущей операции независимо от готовности всей партии. Таким образом, детали одной и той же партии изготавливаются параллельно на всех операциях. Малогабаритные нетрудоемкие предметы труда могут передаваться не поштучно, а передаточными (транспортными) партиями. Количество деталей в транспортной партии устанавливается опытным путем. Достоинством этого вида движения является самая короткая продолжительность производственного цикла при относительно простой организации. Если при параллельном движении операции не равны и не кратны по длительности и, следовательно, невозможно ввести параллельные рабочие места на эти операции так, чтобы выполнялся принцип пропорциональности, то на всех операциях кроме главной возникают перерывы в работе оборудования и рабочих. Параллельное движение применяется в массовом и крупносерийном производстве при выполнении операций равной или кратной длительности.
Рассмотрим основные правила, позволяющие сократить продолжительность производственного цикла.
1 При последовательном технологическом цикле уменьшение времени любой операции на вели-чину ∆ t приводит к сокращению цикла на величину n ∆ t.
2 При параллельном технологическом цикле сокращение времени главной операции tg на величину ∆ tg, при условии, что она остается главной, приводит к тому, что цикл сокращается на величину n ∆ tg.
3 Если нормы времени технологических операций монотонно возрастают или убывают по ходу производственного процесса, то продолжительность параллельного и параллельно-последовательного циклов будет одинаковой. Другими словами, наименьшую продолжительность будет иметь тот параллельно-последовательный цикл, у которого нормы времени подчиняются именно этому правилу.
П р и м е р. Технологический процесс имеет четыре операции (m = 4) со следующими нормами времени: t 1 = 8; t 2 = 7; t 3 = 5; t 4 = 3 мин. Величина партии обработки n = 10 ед., передаточная партия k = 2 ед. Среднее межоперационное время Tmo = 3 мин. Рассчитать продолжительность параллельно-последовательного и параллельного производственного циклов.
Р е ш е н и е. Воспользуемся (2.2), (2.3). Для последовательно-параллельного цикла имеем

Отбор более коротких по продолжительности операций tsi из двух смежных в технологическом цикле осуществляется следующим образом: из двух операций продолжительностью 8 и 7 мин более короткая – 7 мин; из двух операций продолжительностью 7 и 5 мин более короткая – 5 мин и, наконец, из двух операций продолжительностью 5 и 3 мин – более короткая 3 мин. Сумма коротких по времени операций: (7 + 5 +3) = 15 мин.
Для параллельного производственного цикла:

Главной операцией tg (самой продолжительной по времени) технологического цикла является первая операция длительностью 8 мин. Таким образом, продолжительность параллельно-последовательного и параллельного циклов оказалась одинаковой из-за того, что нормы времени по ходу технологического процесса монотонно возрастают.
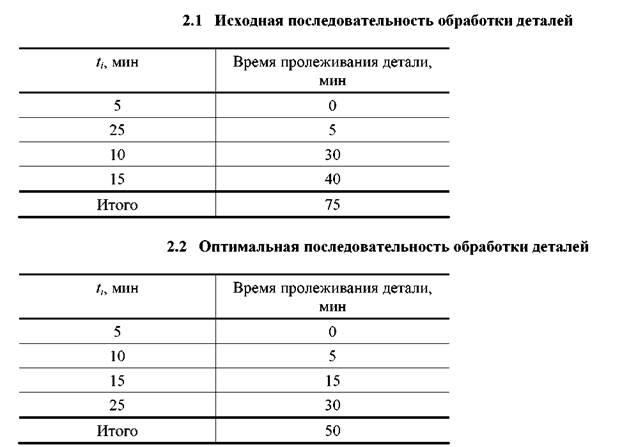
4 Если несколько деталей требуется изготовить на одном станке, то при запуске деталей в обработку в порядке возрастания норм времени, суммарное время пролеживания деталей у станка будет минимальным.
П р и м е р. К станку было подано четыре детали со следующими нормами времени на обработку: t 1 = 5; t 2 = 25; t 3 = 10; t 4 = 15 мин. Рассчитать суммарное время пролеживания деталей для данной последовательности обработки; составить оптимальную очередность обработки деталей.
Р е ш е н и е. В табл. 2.1 и 2.2 приведено решение данной задачи. Первая деталь с нормой времени на изготовление 5 мин немедленно поступает в обработку. Поэтому время пролеживания этой детали равно 0. Вторая деталь с нормой времени 25 мин (табл. 2.1) или 10 мин (табл. 2.2) пролеживает в течение 5 мин, т.е. все то время, пока обрабатывается первая деталь. Третья по счету деталь пролеживает в течение времени обработки первых двух и т.д. В рассматриваемом случае оптимальная очередность запуска
деталей в обработку позволяет сократить суммарное время пролеживания деталей у станка на 25 мин (75 – 50 = 25 мин).
5. Если несколько наименований деталей обрабатывается на двух станках, то первой в обработку запускается деталь с минимальным временем изготовления на первом станке, а последней – с минимальным временем изготовления на втором станке. После чего эти детали исключают из очереди и дальнейший отбор деталей производится по тому же правилу. Полученная последовательность запуска деталей в обработку обеспечивает минимальную продолжительность производственного цикла обработки этих деталей.
П р и м е р. Каждая из пяти деталей должна пройти обработку сначала на первом, а затем на втором станке. Нормы времени на обработку даны в табл. 2.3.
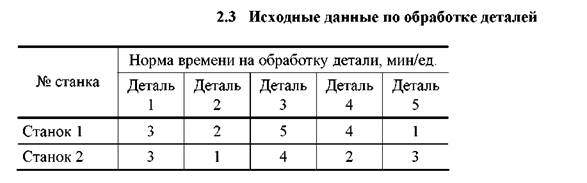
Определить продолжительность производственного цикла обработки пяти деталей в той последовательности, которая указана в табл. 2.3. Составить оптимальную очередность обработки этих деталей и рассчитать продолжительность производственного цикла.
Р е ш е н и е. Продолжительность производственного цикла обработки пяти деталей в последовательности 1 – 2 – 3 – 4 – 5 определим графически (рис. 2.4). Из рисунка видно, что продолжительность цикла равна 19 мин.
Осуществим отбор деталей для оптимальной очередности запуска в обработку. Первой в обработку будет запущена деталь с минимальным временем изготовления на первом станке – это деталь 5; послед-ней – деталь 2, поскольку у нее самое малое время изготовления на втором станке (1 мин – табл. 2.3). Изобразим полученную последовательность таким образом: 5 – 2. Повторим процесс отбора исключив из него детали 5 и 2. Далее первой будет запущена в обработку деталь 1, поскольку она имеет минимальное время изготовления на первом станке (3 мин); последней в этом отборе будет деталь 4 с минимальным временем изготовления на втором станке – 2 мин. После второго отбора последовательность запуска будет выглядеть так: 5 – 1 – 4 – 2. Результат второго отбора помещается «внутрь» первой последовательности обработки деталей. Остается деталь 3 – она будет и первой и последней в третьем отборе. Результат третьего отбора помещается «внутрь» второй последовательности деталей:
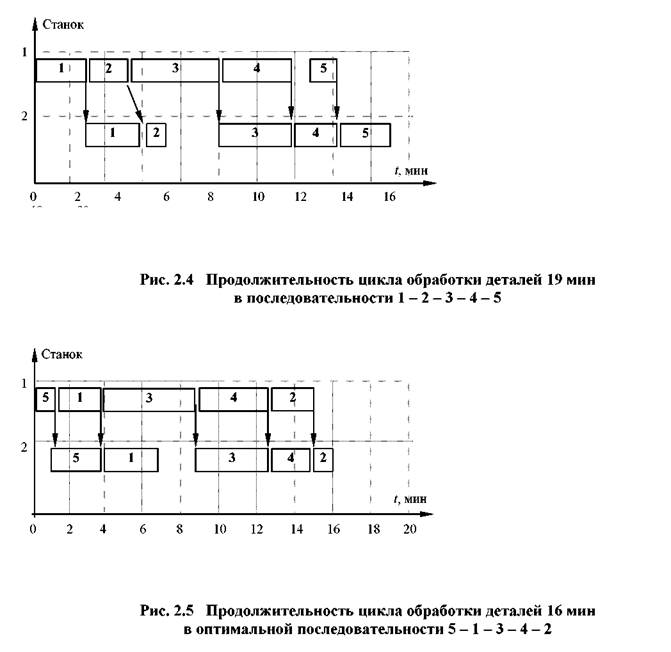
5 – 1 – 3 – 4 – 2. График производственного цикла обработки деталей в этой последовательности изображен на рис. 2.5. Продолжительность цикла получилась более короткой – 16 мин вместо 19 мин на рис. 2.4. Перечисленные выше правила позволяют без дополнительных затрат сократить продолжительность производственного цикла и повысить производительность производственной системы.
Домашние задачи.
Задание 4. Рассчитать продолжительность последовательного, параллельно- последовательного и параллельного производственного циклов. Определить коэффициенты параллельности для двух последних циклов. Исходные данные: t1= 1 мин./ ед.; t2 = 4 мин./ ед.; t3 = 2 мин./ ед.; t4=5 мин./ ед.; партия деталей — 20 ед.. передаточная партия 5 ед. Среднее время межоперационного перерыва 5 мин.
Задание 5. Имеется параллельно-последовательный производственный процесс со следующими данными: t1=1мин./ ед.; t2 = 4 мин./ ед.; t3 = 2 мин./ ед.; t4=5 мин./ ед.; партия деталей — 20 ед.. передаточная партия 5 ед. Среднее время межоперационного перерыва 5 мин. Целесообразно ли увеличить норму времени на третьей операции с 2 до 4 мин /ед., если да, то какое правило сокращения продолжительности параллельно-последовательного цикла в этом случае используется?
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 952; Нарушение авторских прав?; Мы поможем в написании вашей работы!