КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общее устройство и расчет вертикально-замкнутых конвейеров
|
|
|
|
Вертикально замкнутый тележечный конвейер с опрокидывающимися тележками (рис. 16.1) состоит из тягового элемента 1 с прикреплёнными к нему тележками 2, движущимися по направляющим путям опорной конструкции 3, привода 4 и натяжного устройства 5.
Рис. 16.1. Схема вертикально-замкнутого тележечного конвейера
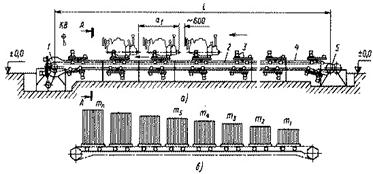
Для безопасности конвейер имеет металлические ограждения из стальных листов или сетки, а верхняя ветвь отделяется от нижней сплошным перекрытием в виде короба (не пропадает инструмент, детали на нижнюю ветвь и служит маслосборником).
Конвейер может быть с одной или двумя цепями.
При колее тележки А<4 шагов цепи для устойчивого положения тележки можно иметь одну цепь.
При А>4 шагов цепи целесообразно иметь две цепи.
Для направления движения тележек на участке приводной звёздочки устанавливаются неподвижные направляющие контршины, по которым движутся катки тележек при опрокидывании, а на валу натяжной звёздочки размещают два опорных диска такого размера, чтобы рама тележки на повороте прижималась к ним под действием натяжения цепи.
Конвейеры с неопрокидывающимися тележками имеют две тяговые цепи, располагаемые с двух сторон вне габарита тележки по ширине (рис. 16.2).
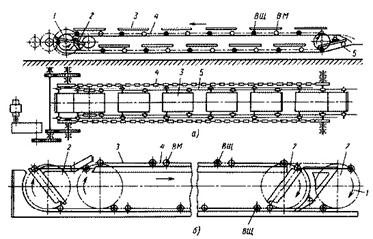
Рис. 16.2.
Каждая тележка имеет две оси. Ведущая ось (ВЩ) шарнирно прикреплена к тяговым цепям, а ведомая (ВМ) остаётся свободной. Приводные и натяжные звёздочки устанавливают на консольных осях для свободного прохода тележек. Переход тележек с верхней на нижнюю ветвь (и наоборот) достигается при помощи системы специальных механизмов и направляющих путей.
Конвейеры имеют только прямолинейную горизонтальную трассу. Этот конвейер сложнее, дороже, но позволяет использовать обе ветви. Это преимущество используют в литейных цехах:
- на верхней ветви сборка и заливка опок;
- на нижней ветви охлаждение заливных опок и подача их на выбивку.
2.1. Основные элементы конвейеров
Тяговый элемент - 1-2 цепи: пластинчатые, втулочные и роликовые с шагом 80-320 мм, разборные с шагом 100 и 160 мм, пластинчатые комбинированные и при малых нагрузках иногда пластинчатые безвтулочные.
Опорные устройства и тележки - различные по конструкции и должны обеспечивать удобную и простую установку и съём грузов и их устойчивое положение на всех рабочих местах по длине конвейера. Здесь могут быть предусмотрены крепления, фиксаторы, зажимы, а также приспособления для наклона или подъёма изделия в процессе сборки. Катки тележек на подшипниках качения.
Привод - обычно типа редукторный или с дополнительной цепной или зубчатой передачей. Цепная передача при установке привода в приёмке под полом, а зубчатая в приводе конвейера с неопрокидывающимися тележками при консольном расположении приводных звёздочек.
Конвейер с непрерывным движением имеет вариатор скорости. Для предохранения конвейера от поломок при случайных перегрузках приводная звёздочка или ближайшая к ней передача имеет срезной предохранительный штифт.
Конвейеры с опрокидывающимися тележками снабжают конечным выключателем, сблокированным с электродвигателем, который останавливает конвейер, если тележка с неснятым грузом подходит к поворотной звёздочке.
Натяжное устройство - винтовое или пружинно-винтовое (для конвейеров большой длины). У двухцепных конвейеров одна звёздочка закрепляется шпонкой, а другая свободно вращается на оси для самоустановки из-за возможного неравенства шагов звеньев цепей. Ход натяжного устройства 400-500 мм. При большом износе цепь заменяют полностью для обеспечения постоянства шага тележек.
2.2. Расчёт конвейеров.
Производительность конвейеров определяется по формуле:
 , шт/ч.
, шт/ч.
Грузоподъёмность тележки выбирают по наибольшей массе перемещаемого груза на последней технологической операции, включая массу установленных на тележки приспособлений, а шаг тележек (ат) - по их длине, зависящей от продольного размера транспортируемых грузов.
Темп или ритм выпуска, т.е. время (мин.), за которое одно готовое изделие сходит с конвейера
 , мин,
, мин,
где Тк - количество часов в смене;
m - число рабочих смен в сутки;
кв - коэффициент использования конвейера во времени (кв =0,9¸0,95);
кз - коэффициет загрузки тележек (кз =0,85¸0,9).
Zc - суточная производительность конвейера, шт/сут.
Время выполнения операции на рабочем месте при непрерывном движении конвейера

При пульсирующем движении конвейера, когда технологическая операция выполняется во время его остановки
tp = tв - tпр
где tпр - время передвижения конвейера на одну позицию
Скорость передвижения конвейера

Обычно сборочные конвейеры имеют скорость 0,6 - 6 м/мин, при пульсирующем движении 6-8 м/мин.
Если общая трудоёмкость сборки изделия  и рабочие операции по времени равномерны, то число рабочих мест на конвейере
и рабочие операции по времени равномерны, то число рабочих мест на конвейере
 ,
,
а общая длина технологической линии конвейера

При охлаждении, сушке, испытаниях на конвейере с длительностью  (мин) при принятой скорости v (м/мин) длина технологического участка конвейера
(мин) при принятой скорости v (м/мин) длина технологического участка конвейера

Тяговый расчёт выполняется методом обхода по контуру.
Линейные нагрузки определяют по графику загрузки тележек в соответствии с производственным процессом, так как масса груза в процессе сборки увеличивается периодически.
Максимальное натяжение цепи ориентировочно можно определить по формуле
 ,
,
где x - коэффициент учёта местных потерь на поворотных звёздочках (x=1,08¸1,12);
 - первоначальное натяжение цепи (обычно принимают =1¸2 кН);
- первоначальное натяжение цепи (обычно принимают =1¸2 кН);
w - коэффициент сопротивления движению ходовой части конвейера;
qi - линейная нагрузка на различных участках и ветвях трассы конвейера, Н/м;
li - длины отдельных участков конвейера с различными линейными нагрузками, м.
Тяговое усилие и мощность привода конвейера определяют по обычным формулам.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1562; Нарушение авторских прав?; Мы поможем в написании вашей работы!