КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектування слюсарно-механічної дільниці
|
|
|
|
Слюсарно-механічні відділення (ділянки) призначені для слюсарної обробки і підгонки деталей, а також для механічної обробки нових і відновлюваних деталей, що виготовляються. Такі підрозділи проектують на всіх ремонтних підприємствах незалежно від типу і розмірів.
Структура слюсарно-механічного відділення (ділянки) залежить від номенклатури оброблюваних, від програми і типу виробництва. На невеликих ремонтних підприємствах ці підрозділи мають декілька різнорідних одиниць металоріжучого устаткування універсального призначення. На крупних спеціалізованих ремонтних підприємствах з великим об'ємом однорідної продукції створюють одну або декілька потокових ліній по обробці деталей.
У основу розташування устаткування приймають прямоточність технологічного процесу обробки і раціональне використання виробничої площі.
Розміщення металоріжучого устаткування можливо двома способами: по типах устаткування і по ходу технологічного процесу.
У невеликих відділеннях (ділянках) одиничного і дрібносерійного виробництва при обробці деталей малих розмірів і невеликої маси устаткування розташовують по типах верстатів. Створюються окремі групи устаткування для токарних, свердлувальних, строгальних, фрезерних, шліфувальних і інших робіт.
У цехах і відділеннях серійного і масового виробництва металоріжуче устаткування розташовують по ходу технологічного процесу, тобто у порядку послідовності виконання операцій обробки. Звичайно в цих підрозділах створюють потокові лінії з використанням конвеєрів для транспортування деталей.
При розміщенні верстатного устаткування звичайно керуються наступними основними принципами.
Ділянки, зайняті верстатами, повинні бути по можливості найбільш короткими. Навіть на крупних ремонтних підприємствах довжина ділянки не повинна перевищувати 40 м.
Верстати можуть бути розташовані уздовж прольотів і упоперек їх. Схеми розташування верстатів уздовж ділянки показані на малюнку 79. При розташуванні верстатів в чотири ряди посередині ділянки планують здвоєний ряд (мал. 79, в). При поперечному розташуванні верстатів важко їх обслуговування (подача і приймання деталей, обмін інструменту і т. п.) і, крім того, доводиться збільшувати число проходів.

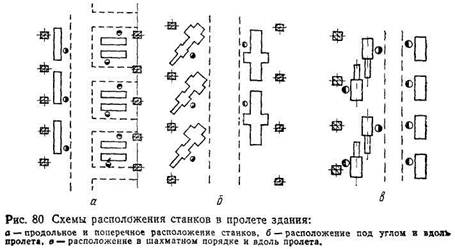
По відношенню до проїздів верстати можуть бути розташовані упоперек, уподовж і під кутом (мал. 80). Найбільш зручне розміщення верстатів уздовж проїзду або під кутом (мал. 80, а і б) і прихильність до проїзду фронтом. Токарно-гвинторізні, револьверні, протяжні, подовжньо-фрезерні, розточувальні, подовжньо-шліфувальні та інші верстати для обробки деталей, лозин (довгих), краще розташовувати під кутом до проїзду або в шаховому порядку (мал. 80, в). Крупні верстати не рекомендується ставити біля вікон, оскільки вони можуть погіршити природне освітлення відділення.
Металоріжуче устаткування на потокових лініях розташовують паралельно або перпендикулярно рольгангам і іншим конвеєрам, а конвеєр може бути використаний для одного або двох рядів верстатів.
Норми відстаней між верстатами і від верстатів до елементів будівель показані на малюнку 81 і приведені в таблиці 55.
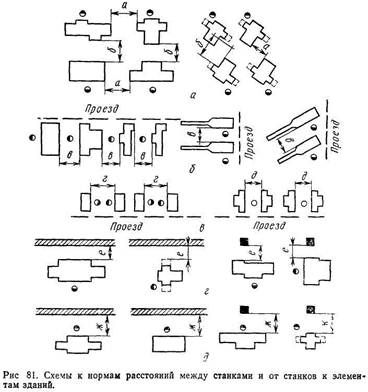
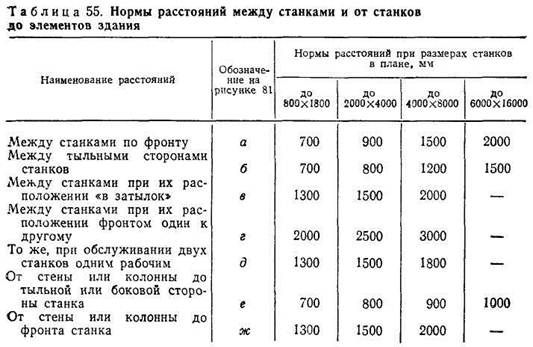
Відстані між верстатами і від верстатів до елементів будівель беруть від зовнішніх габаритів, що включають крайні точки оброблюваних або пристосувань. Для дрібних верстатів з довжиною по фронту до 800 мм а=1000 мм (мал. 81).
Норми відстаней, приведені в таблиці 55, не враховують шляхів для видалення стружки, майданчиків для складування деталей, транспортних пристроїв і проводок води, пари, стислого повітря і т.п.
Якщо поряд ставлять два верстати, різні за розмірами, то відстані приймають по більшому верстату.
При використанні в слюсарно-механічному відділенні мостового крана або кран-балки верстати встановлюють з урахуванням можливості їх обслуговування при крайньому положенні крюка крана.
Ширина проїздів між рядами верстатного устаткування (мал. 82) залежить від прихильності цього устаткування до проїзду і від виду вживаного підйомно-транспортного устаткування, але також регламентується нормами технологічного проектування, приведеними в таблицях 56 і 57.


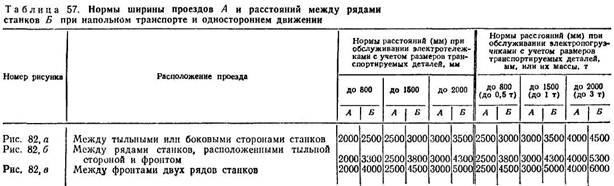
Ширину проїздів і відстані між рядами верстатів вибирають з урахуванням крайніх положень дверець, що відкриваються, або огорож верстатів і з урахуванням крайніх точок оброблюваних. Якщо розміри деталей (у напрямі, перпендикулярному до проїзду), що транспортуються, перевищують 3 м, то ширину проїздів і відстані між верстатами призначають індивідуально. На всіх ремонтних підприємствах рекомендуються проїзди для одностороннього руху. Двосторонній рух допускається тільки при необхідності і достатньому обґрунтуванні. При двосторонньому русі ширину проїздів і відстаней між рядами верстатів для підлогового транспорту, приведену в таблиці 57, збільшують на 1000 мм.
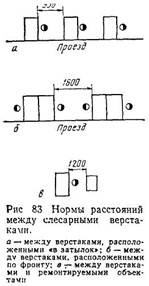
Норми відстаней між верстаками залежно від їх розташування показані на малюнку 83, а, би, в.
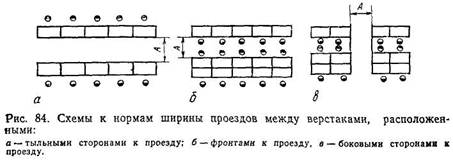
Ширина проходів і проїздів між верстаками залежить від їх розташування і виду транспорту. Схеми до норм ширини цих проїздів показані на малюнку 84. Відстані між тильними (мал. 84, а) і бічними (мал. 84, в) сторонами верстаків залежать від способу транспортування виробів. При транспортуванні виробів уручну в тарі шириною до 400 мм ширину проходу А встановлюють рівною 1000 мм, ручними візками — А = 1300 мм і при транспортуванні електровізками — А = = 1800 мм. Відстань між двома фронтами рядів верстаків (мал. 84,6) приймають рівним до 2000 мм. Якщо розміри виробів, що транспортуються, виходять за межі розмірів транспортних засобів, то ширину проїздів збільшують на розмір перевищення.
Приклади планувань деяких робочих місць по металообробці деталей приведені на малюнку 85. Планування робочого місця визначається в основному характером виробництва і рівнем прийнятої спеціалізації. Так, в умовах одиничного виробництва (на невеликих ремонтних підприємствах), коли на одному верстаті виконують велике число різних операцій, викликається необхідність оснащувати робоче місце всілякими пристосуваннями, інструментом і інвентарем для їх зберігання і розташування. При переході до спеціалізації ділянок число виконуваних операцій різко скорочується, застосовуються спеціалізований інструмент і пристосування, відповідно міняються планування і оснащення робочого місця.

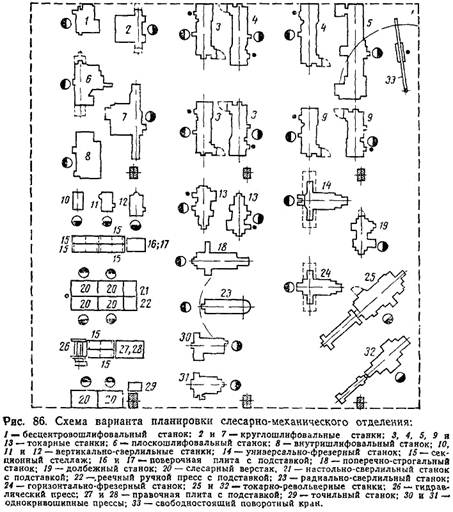
Схема прикладу планування слюсарно-механічного відділення показана на малюнку 86.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 5923; Нарушение авторских прав?; Мы поможем в написании вашей работы!