КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 7
|
|
|
|
Базирование.
Понятия о базах.
При обработке заготовке требуется придать определённое положение относительно режущего инструмента или приспособления, точнее говоря, относительно системы координат станка.
Придание заготовке требуемого положения относительно системы координат станка называется базированием.
Базы ¾ поверхности, линии, точки, принадлежащие заготовке или изделию и используемые для базирования.
Классификация баз.
Различают базы: конструкторские, сборочные, технологические и измерительные.
Конструкторские базы ¾ это совокупность поверхностей, линий или точек, посредством которых определяется расчетное положение детали относительно других деталей изделия (оси отверстий, валов, оси симметрии, биссектрис углов).
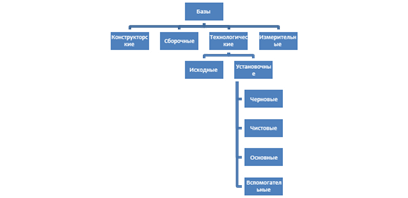
Сборочные базы ¾ поверхности (обработанные), которыми деталь присоединяется к другим деталям (отверстия к торцу зубчатого колеса; обработанные шейки червяка и его торец).
Измерительные базы ¾ совокупность поверхностей, линий, точек, от которых производят отсчёт выполняемых размеров при обработке детали тли проверку взаимного положения поверхностей детали
|
Технологические базы ¾ это базы, используемые в процессе механической обработки детали.
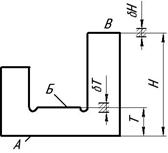
Исходная база ¾ это поверхность, линия или точка, относительно которой на операционном эскизе координируется положение обрабатываемой поверхности.
Размер, который определяет это положение, называется исходным.
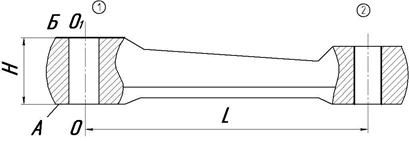
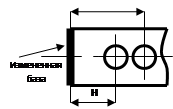
А ¾ исходная база
ОО1 ¾ исходная база
Н, L ¾ исходные размеры
Установочными базами называют такие поверхности детали (не линии, не точки), которыми деталь устанавливается для обработки в определённом положении относительно станка (или приспособления) и режущего инструмента.
Если в качестве установочной базы приняты не обработанные поверхности ¾ это черновые базы, обработанные поверхности ¾ чистовые. Черновые базы должны быть по возможности ровными и гладкими. Пользоваться ими можно лишь на начальных операциях. Рекомендуется за черновую базу принимать поверхности, остающиеся у детали чёрными.
Основная база ¾ поверхность, которая служит для установки детали при обработке и сопрягается с другой деталью, совместно работающей в собранной машине.
Вспомогательной базой называется поверхность детали, которая служит только для её установки при обработке (центровые отверстия).
Выбор баз. Принцип постоянства и принцип совмещения баз.
При разработке ТП процессов выбирают исходные, установочные и измерительные базы для каждой операции.
Выбор баз ¾ один из ответственных моментов в разработке технологического процесса, т.к. он определяет точность и конструкцию приспособления. Неправильный выбор баз часто приводит к усложнению конструкции приспособления, появлению брака и увеличению вспомогательного времени на установку и снятие детали.
Как правило, обработку детали следует начинать с той поверхности, которая будет служить установочной базой для последующих операций. На первой операции в качестве установочной базы обычно принимают необработанную поверхность ¾ черновую базу. Однако нельзя принимать каждую черновую поверхность детали в качестве черновой базы, а только ту, которая в дальнейшем не подлежит обработке и является достаточно чистой, гладкой и ровной.
Если нет поверхности, удовлетворяющей этим требованиям, то у заготовки предусматривают специальные установочные бобышки, которые при первой операции служат установочной базой.
В зависимости от конфигурации и сложности детали обработку её на последующих операциях ведут с использованием одной и той же установочной базы. Если все операции обработки детали выполняют при одной и той же базе, то используется принцип постоянства базы.
Необходимо иметь в виду, что для обработки многих деталей не всегда удаётся применить принцип постоянства базы. В этом случае необходимо руководствоваться принципом совмещения баз.
Этот принцип состоит в том, чтобы в качестве исходной, установочной и измерительной использовать конструкторскую базу. Часто совмещают все четыре базы, т.е. строят операцию, полностью отвечающую принципу совмещения баз.
Определение погрешностей при не совмещении баз.
Вместе с тем, встречаются случаи, когда по тем или иным причинам делают отступление от принципа совмещения баз. Наиболее характерны два отступления:
1. исходная база не совмещена с конструкторской;
2. установочная база не совмещена с исходной.
При не совмещении баз возникает погрешность. Такая погрешность не связана с процессами обработки, установки или контроля, а зависит только от выбора баз.
Рассмотрим случаи не совмещения баз и определим величину погрешностей
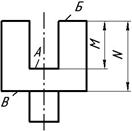
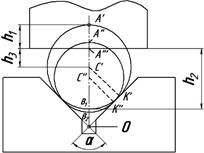
А) Несовмещение конструкторской и исходной базы.
 , Т – технологический размер
, Т – технологический размер
 Другой раз
Другой раз  получается настолько малым, что нет возможности ввести технологический размер.
получается настолько малым, что нет возможности ввести технологический размер.
Б) Не совмещение исходной и установочной
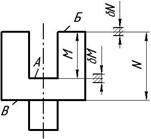
Если  или
или  - обработку вести нельзя.
- обработку вести нельзя.
Основные схемы базирования
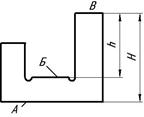
а) схема базирования призматических деталей
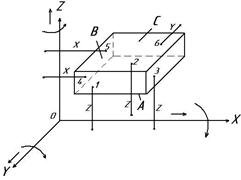
Любое твёрдое тело в пространстве имеет шесть степеней свободы. Для получения подвижности необходимо лишить его этих шести степеней свободы. Это достигается наложением связей.
Для ориентировки призматического тела в пространстве необходимо соединить три точки 1,2,3 его нижней поверхности, не лежащей на одной прямой, связями с плоскостью XOY прямоугольной системы координат (Связи могут быть представлены в виде недеформируемых стержней, сохраняющих однако возможности скользить по плоскости XOY вдоль осей ОХ и ОУ, не отрываясь от неё и от нижней плоскости А призматического тела.
В результате этого твёрдое тело лишается трёх степеней свободы( ).
).
Для лишения ещё двух степеней свободы необходимо соединить его боковую поверхность В двумя связями с плоскостью ZOY ( ).
).
Для полной ориентировки тела в пространстве необходимо лишить его шести степеней свободы, т.е. ( ).
).
На практике связи реализуются опорными точками. Опорные точки обозначаются:


спереди сбоку в плане
Данный пример продемонстрировал правило шести точек: для того, чтобы придать заготовке вполне определённое положение в приспособлении, необходимо и достаточно иметь шесть опорных точек, лишающих её шести степеней свободы.
Плоскость А – основная установочная плоскость (база)
Плоскость Б – направляющая плоскость (база)
Плоскость С – упорная плоскость (база)
В качестве установочной - поверхность с наибольшими размерами, позволяющее располагать три основных точки на значительном расстоянии друг от друга – для повышенной точности и надёжности.
Направляющая – самая длинная поверхность
Упорная - может быть самых малых размеров.
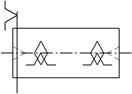
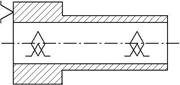
б) длинное цилиндрическое тело.
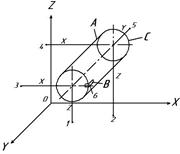
Необходимо соединять поверхность А двумя координатами ХОY, двумя Х – с плоскостью ZOY, одной Y - с плоскостью ZOX.
Шестая опорная точка – на поверхности шпоночной канавки.
В реальных условиях четыре
|

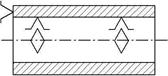
 двухсторонние связи заменяются четырьмя опорными точками, находящимися в контакте с цилиндрической поверхностью А (двойная направляющая база).
двухсторонние связи заменяются четырьмя опорными точками, находящимися в контакте с цилиндрической поверхностью А (двойная направляющая база).
А – двойная направляющая база
С – опорная база
В – вторая опорная база

|
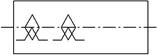
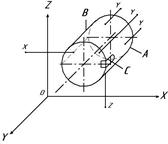 А – установочная база
А – установочная база
В – двойная опорная
(центрирующая) база
С – опорная база
Полное и неполное базирование
Базирование, при котором используется шесть опорных точек, расположенных на трёх базирующих плоскостях, называется полным.
Осуществив базирование, заготовку закрепляют, чтобы при обработке она сохраняла неподвижность относительно приспособления. Базирование и закрепление – два разных элемента установки заготовки. Они выполняются последовательно, причём базирование достигается наложением на заготовку односторонних связей, а базирование с закреплением – двухсторонних, лишающих заготовку подвижности и обе стороны рассматриваемой оси.
Базирование нельзя заменить закреплением. Если из шести опорных точек отсутствует одна или несколько, то у заготовки останется одна или несколько степеней свободы. Это значит, в направлении отсутствующих опорных точек положение заготовки не определено изменить определение точки, которая отсутствует, закреплением с целью базирования нельзя.
Поясним сказанное примером установки заготовки плоскости на магнитную плиту шлифовального станка.
 В рассматриваемом случае, при базировании заготовки плоскостью на магнитную плиту, она лишается трёх степеней свободы. У неё остаётся ещё три степени свободы: она может быть поставлена на плите в неопределённом положении относительно осей Х и У и повернута относительно оси Z. В закреплении не изменит положения заготовки, а только придаст ей неподвижность. В этом случае говорят о неполном базировании.Неполное базирование – это когда при базировании заготовки используется не три базы, несущая шесть опорных точек, а одну или две, несущие три или четыре, пять опорных точек.
В рассматриваемом случае, при базировании заготовки плоскостью на магнитную плиту, она лишается трёх степеней свободы. У неё остаётся ещё три степени свободы: она может быть поставлена на плите в неопределённом положении относительно осей Х и У и повернута относительно оси Z. В закреплении не изменит положения заготовки, а только придаст ей неподвижность. В этом случае говорят о неполном базировании.Неполное базирование – это когда при базировании заготовки используется не три базы, несущая шесть опорных точек, а одну или две, несущие три или четыре, пять опорных точек.
Типовые случаи базирования.
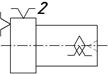
 А). Установка вала в неподвижном передним центре с подвижным патронам и вращающимся заднем центре с подвижным
А). Установка вала в неподвижном передним центре с подвижным патронам и вращающимся заднем центре с подвижным
5 степеней свободы
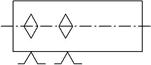
 Б) Установка вала в двухкулачковом трёхкулачковом патроне с длинными кулачками без упора по торцу
Б) Установка вала в двухкулачковом трёхкулачковом патроне с длинными кулачками без упора по торцу
4 степень свободы
В) установка вала в самоцентрирующемся трёхкулачковом патроне с механическом зажимом и упорам в торец и вращаящимся центре с неподвижным моментам
5 степень свободы
Г) Бесцентровое шлифование
4 степени свободы
Д) Установка диска в двух – или трёхкулачковом патроне с базированием по торцу

5 степеней свободы
Е) Установка короткой втулки на разжимной оправке иле трёхкулачковом патроне ………. С базированием по торцу.

5 степеней свободы
Ж) Установка короткой втулки на гладкой цилиндрической оправке с базированием по торцу.

5 степеней свободы
З) Установка длинной втулки на разжимной оправке с упорам по торцу.
5 степеней свободы
И) Протягивание длинных отверстий.
5 степеней свободы
К) Протягивание короткого отверстия.

5 степеней свободы
Л) Шлифование на магнитном столе, выдерживая параллельность и расстояние между плоскостями.

3 степени свободы
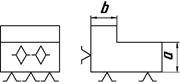 М) Фрезерование уступа, выдерживая размер а и в.
М) Фрезерование уступа, выдерживая размер а и в.
5 степеней свободы
 Н) Установка шатуна на конечности торцов и по отверстиям головки для обработки наружного контура
Н) Установка шатуна на конечности торцов и по отверстиям головки для обработки наружного контура
6 степеней свободы
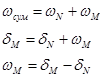
Определение погрешности базирования.
Следовательно:
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 4209; Нарушение авторских прав?; Мы поможем в написании вашей работы!