КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Верстати з ЧПК та оброблювальні центри шліфувальної групи
|
|
|
|
Усі шліфувальні верстати з ЧПК мають таку ж кінематичну структуру, як
і відповідні універсальні шліфувальні верстати та виконують обробку аналогіч-них поверхонь
Для зовнішнього шліфування гладких та переривистих поверхонь цилінд-річних, кончних та торцевих поверхонь ступінчастих валів в умовах серійного виробництва використовують круглошліфувальні верстати з ЧПК з М151Ф2 та подібні йому (мал.161).
Цикл роботи верстата звичайно настроюється у такому порядку дій та ру-хів механізмів. Спершу вкулючаютьс електродвигуни гідросистеми верстата, насосів змащування, магнітного сепаратору та приводу шліфувального кругу. Далі підіймається з упорів вимірювальна електроконтактна скоба та виводить-ся в ії нульове положення. Відводиться у нульове положення піноль задньої бабки, заготовка встапновлюється у центри та закріплюється. Натисканням на кнопку „автомат” шліфувальна бабка відводиться у крайнє положення до на-тискання на штифт кінцевого вимикача, а стол займає положеня відповідно до координати торця першої ступені валу без врахування корекції на зацент-ровку. Підводиться вимірювальна скоба; підводиться устрій вісьового орієн-тування до упирання щупу у заготовку, включається рух столу до касання ба-
зовим торцем заготовки щупу прибору вісьового орієнтування. Виконується
суміщення начала відліку за координатою Z; далі прибор вісьового орієнту-вання втягується у корпус.
Шліфувальна бабка починає переміщуватися зі швидкістю холостого руху (180 мм/хв.) на заготовку, доки щуп датчика положення не ввійде у кон-такт з з встановленим упором: швидкість підводу відразу знизиться у 2 рази.
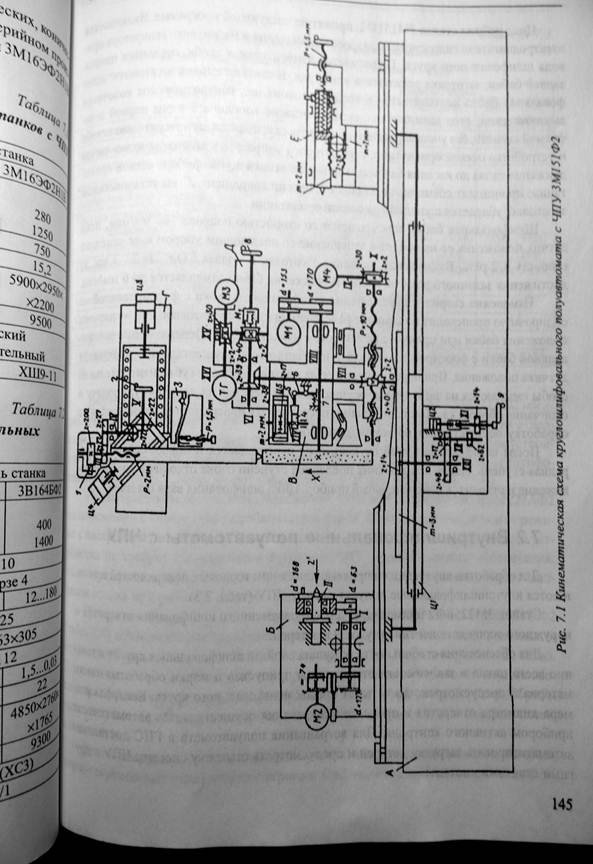
Мал.161. Кінематична схема круглошліфувального верстату з ЧПК
моделі 3М151Ф2
Одночасно включиться двигун подачі ЗОТС (змащувально-охолоджуюче тех-
нологічне середовище), обертання заготовки, а за 2-3 мм до поверхні заготов-ки швидкість підводу шліфувальної бабки знижується до 6 мм/хв. та включа-ється обертання шліфувального кругу. Вимірювальна скоба підводиться до
контакту з поверхнею заготовки, що підлягає обробці; далі верстат працює
за введеною програмою.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 663; Нарушение авторских прав?; Мы поможем в написании вашей работы!