КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Роторні автоматичні лінії
|
|
|
|
До нових видів традиційного автоматичного верстатнього обладнан-ня відносяться роторні автоматичні системи (основорозробник – д.т.н. Кошкін Л.Н. – історія групи конструкторів – первісне завдання - забезпечити масовий випуск патронів для стрілкових автоматів у 1942 році – невдача- роботи були закінчені у районі Колими). Область застосування – масовий випуск деталей простого формоутворення. У 1946 році роторні автоматичні лінії вперше були пристосовані для обробки заготовок різанням.
Особливості роторних машин та ліній:
- швидкість транспортування незалежна від технологічної швидкості;
- працездатність лінії підтримується навіть при виході зі строю половини
оброблювальних супортів
До складу роторної автоматичної лініі надходять технологічні роторні машини; транспортні ротори; устрії для автоматичного завантаження заготовок та розвантаження готових деталей;системи обслуговування та керування (мал. 164).
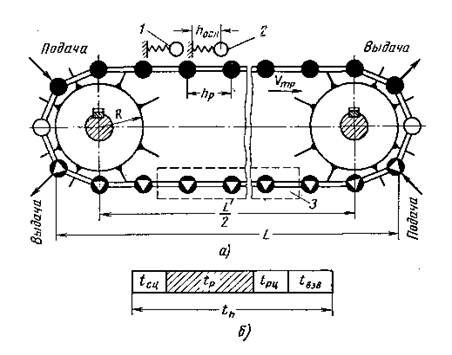
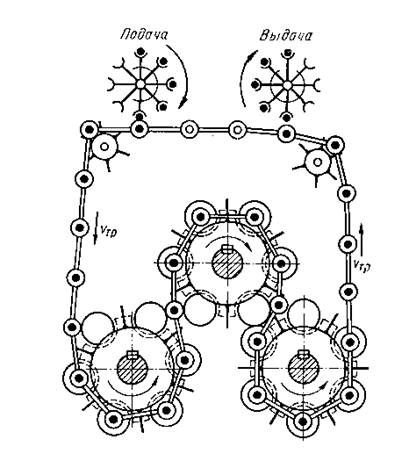
Сукупність технологічної роторної машини та транспортного ротора називається елементарною роторною групою. На мал. 165 наведена схема елементарної роторної групи автоматичної роторної лінії; до складу роторної групи входять двохярусний транспортний та технологічний (оброблюваль-ний) ротори. Розвантаження робочої зони технологічного ротору та переда-вання деталей на наступну роторну групу здійснюється одноярусним транс-порним ротором. Технологічний та транспортний ротори обертаються синх-ронно та безперервно.Траєкторія транспортного руху потоку деталей та інст-рументів, спроєктованая на горизонтальну площину, показана на мал.165, б. Об”єкти обробки переміщуються по цій траєкторії з транспортною швид-кістю V ТР..

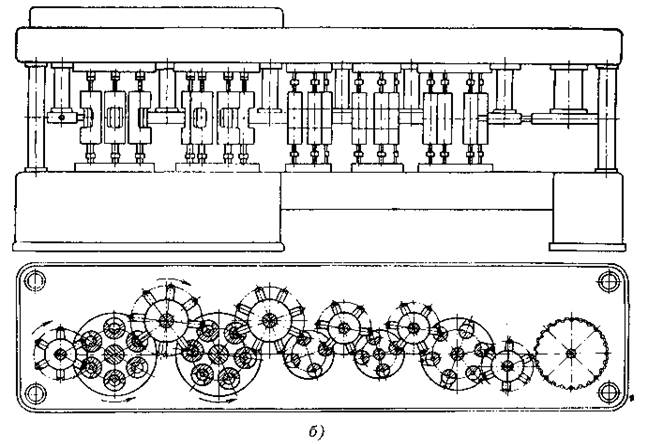
Мал. 164. Загальний вид автоматичної роторної лінії (а) та ії конструктивна
схема (б) з січенням по траєкторії потоку оброблювальних деталів
У процесі переміщення у технологічному роторі, деталі оброблюють-ся інструментом, який переміщується перпендикулярно напрямку транспорт-ної швидкості і в циліндрічних роторах паралелен вісі технологічного ротору. При переміщенні інструменту відносно деталі - це технологічна швидкість (робоча подача) – відбувається заданий перехід у обробці (на кожному технологічному роторі здебільшого виконіється тільки один перехід у обробці). Переміщення інструменту відносно деталі здійснюється від пов-зунів верхнього приводу, які кінцями входять у пази нерухомого торцевого кулачка. Нижній привод задає обертання технологічному ротору (при обробці різанням також задається обертання деталей навкруг своєї вісі).
Роторні машини підрозділяються:
- за технологічним призначенням: оброблювальні; термічні; контрольні;
складальні; випробувальні;
- за типу приводу подачі інструменту: механічні; гідравлічні; механо- гідравлічні;
- за конструкції приводу подачі інструменту: з одностороннім та двосто-
роннім приводом;
Для підвищення продуктивності роторних ліній та збільшення сектору робочого ходу технологічних роторів, роторні групи виконують двопотоко-вими. Потоковість роторної машини визначається кількістю незалежних груп деталей, які поступають на машину одночасно.
Схеми одно- та двопотокових ТРМ з багатомісними інструменталь-ними блоками дляможливості обробкидекількох обнотипних деталей надані на мал.166. Технологічні ротори з багатомісними інструментальними блока-ми, встановленими у вигляді револьверного магазину, можуть без останов-лення ротору виконувати заміну відмовивших блоків. Прямокутні або колові діаграми, розділені на частки пропорційно інтервалам періоду техноло-гічного циклу називаються технологічними діаграмами.
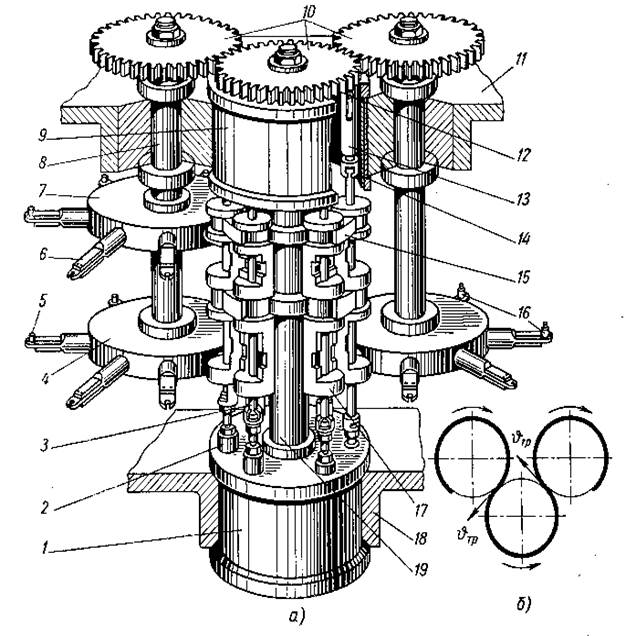
Мал.165. Типова елементарна роторна група автоматичної роторної лінії складання двох деталей:
а) схема;б) проєкція траєкторії руху потоку оброблюваних деталей; 1- блок нижнього приводу технологічного ротору; 2- повзуни нижнього приводу;
3- нижній шток інструментального блоку; 4-нижній диск транспортного ро-тору; 5-деталі, що складаються; 6- захвати кліщові; 7-верхній диск транспорт-ного ротору; 8-вал транспортного ротору; 9-блок верхнього приводу техноло-гічного ротору; 10- зубчасті передачі обертання на транспортні ротори; 11-верхня частина станини; 12-торцевий кулачок верхнього приводу;13-повзун верхнього приводу;14 –пазова муфта верхнього приводу; 15 – блокодержа-ки; 16- складені деталі; 17–інструментальні блоки; 18- нижня частина стани-ни; 19- основний вал технологічного ротору.
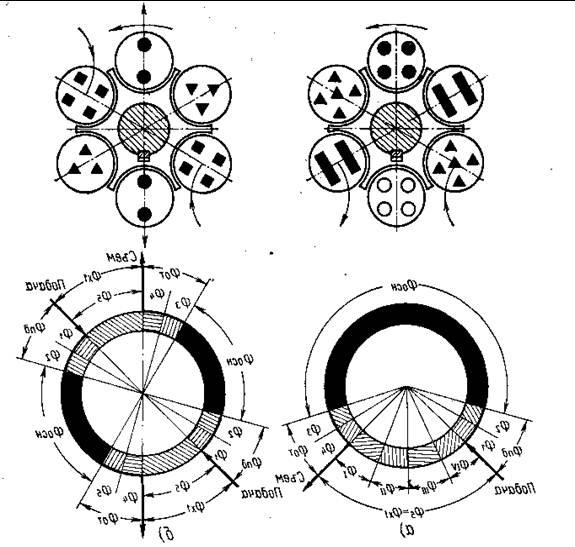
Мал.166. Схеми та кінематограми однопотокових (а) та двопотокових (б)
роторних машин для обробки однакових та різних деталей
Для вибору та технологічного використування ТРМ та автоматичних ліній складаються функціонально- виробничні та технологічі схеми ТРМ.
ТРМ можуть бути виконані у роторному для однопотокової (мал.167,а,б,д,е)
та багатопотокової (мал.167, в,г,ж,з) обробок однакових або різних деталей,
а також у роторно-конвейєрному варіантах (мал. 167, и); можуть мати одно – місні (мал.167, а,в,д,ж) та багатомісні (мал. 167, б,г,е,з) інструментальні блоки. Для транспортних систем також складаються структурні схеми та цик-лові діаграми, що повинні сінхронізуватися з циклом роботи технологічних роторів, які вони обслуговують. Транспорт конвейєрного типу обов”язково у своїй структурі повинен мати ланцюг пружної дії для забезпечення плавності руху та мікроузгодження швидкості у момент передачі деталі на ТРМ неза- лежно від коливань просторового тяглового елементу (мал. 168, 169).
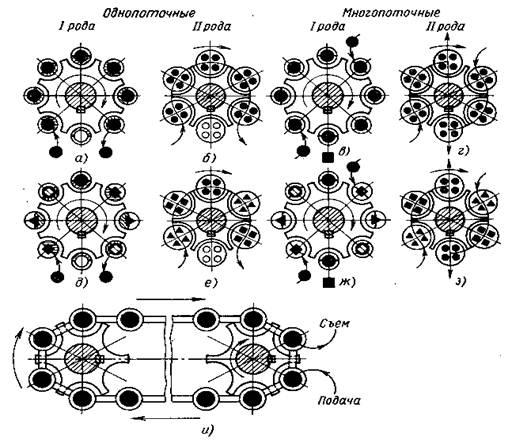
Мал. 167. Типові функціонально-виробничні схеми одно-та багатопоточних
ТРМ для обробки однакових та однотипних деталей
Мал. 168. Структурна схема (а) та однокрокова діаграма конвейєру:
1- пружний ланцюг; 2- силова установка; 3- допоміжні
технологічні машини
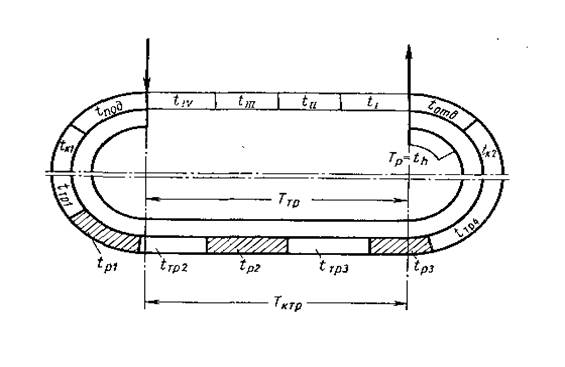
Мал. 169. Схема та циклова діаграма конвейєрного транспорту для
міждільничного зв”язку.
Багатоярусні роторні машини – є різновид роторних технологічних машин. Здебільшого мають багатодискову конструкцію, де заготовки вста-новлюють безпосередньо у гнізда нижнього диску.Після обробки на першому ярусі, напівфабрикати послідовно переміщуються на обробку на другий, тре-тій і далі (мал. 170). Набільш відомі два типи багатоярусних роторних машин У роторах першого типу обробка здійснюється на частині кола першого та останнього дисків (ярусів) та на усєї довжині кола проміжних дисків (цикло
ва діаграма – на мал. 170, а). У роторів другого типу обробка здійснюється на
частині кола усіх дисків (мал. 170, б). Нижній привод кожного ротору обер-тає сінхронно одночасно усі яруси порівняно з одноярусними машинами, таким чином зменьшується кількість нижніх приводів. Такі технологічні ро-тори значно заощаджують виробничну площу, спрощують транспортну систему автоматичних роторних ліній.та різко зменшують собівартість ви-робництва.
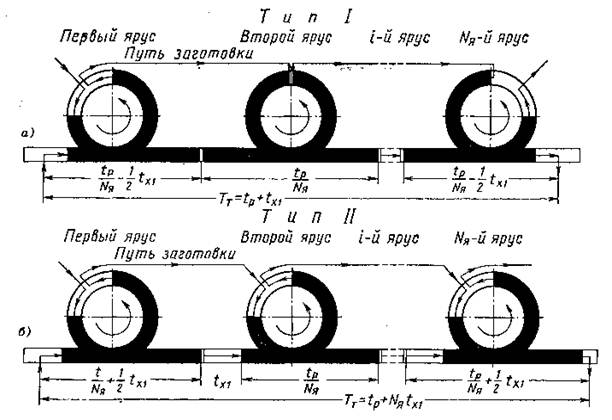
Мал. 170.Схеми та циклові діаграми багатоярусних ТРМ
Для технологічних процесів підвищєного часу обробки та обмежен-нях у площині використовують ротори із збільшеним кроком прийому та видачі деталей (мал. 171,а) або таких, що виконуються за планом револьвер-них конструкцій (мал. 171, б) - за перший оберт ротора видається 5 деталей з позиції 1, за другий – 5 деталей з позиції 2, і так далі; таким чином, деталі у обробці знаходяться значно довше.
Мал. 171. Схеми роторних машин для операцій підвищеного штучного
часу обробки.
Ротори многопозиційної обробки – використовуютьсяпри:
- необхідності значно збільшити випуск виробів при тих же швидкості
транспортного руху;
- при необхідності комплектації деталей групами на наступні ротори;
- при необхідності комплектної обробці заготовок.
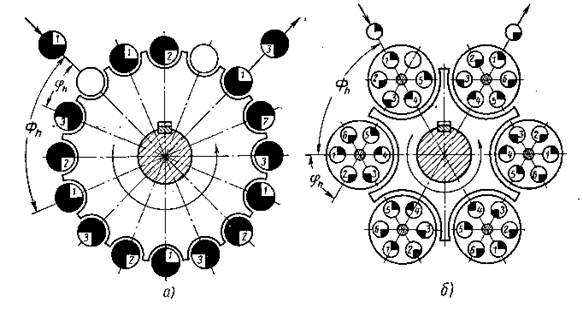
ТРМ для вказаних цілей випускають у двох варіантах: з постійною плот-ністю технологічного потоку та постійним циклом випуску (мал. 172)
та перемінною плотністю потоку та циклом випуску (мал. 173).
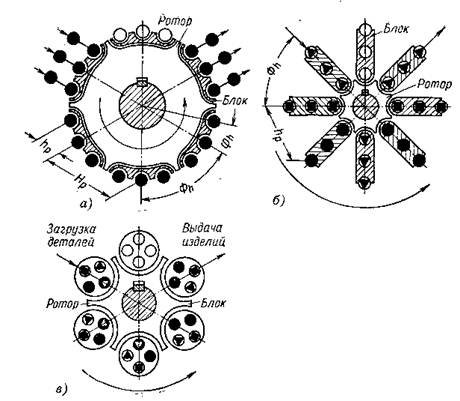
Мал.172. Функціонально-виробничні схеми роторів з постійною
плотністю потоку (завантаження заготовок порціями):
а) тангенційне розташування інструментальних блоків;
б) тангенційне розташування інструментальних блоків;
в) колове розташування інструментальних блоків;
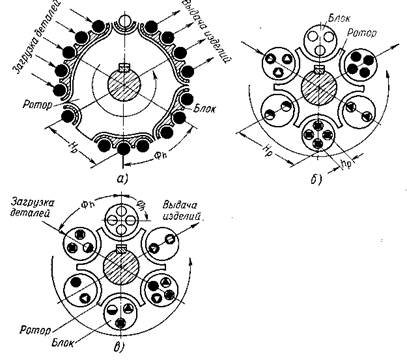
Мал.173. Функціонально-виробничні схеми роторів з перемінною
плотністю потоку
Біроторні машини конструктивно можуть бути як одноярусними, так і багатоярусними. Особливістю їх є те, що періфірійні ротори здійснюють
безперервне або періодичне обертання відносно вісі основного ротору та
безперервне або періодичне обертання відносно своіх вісей (мал. 174).
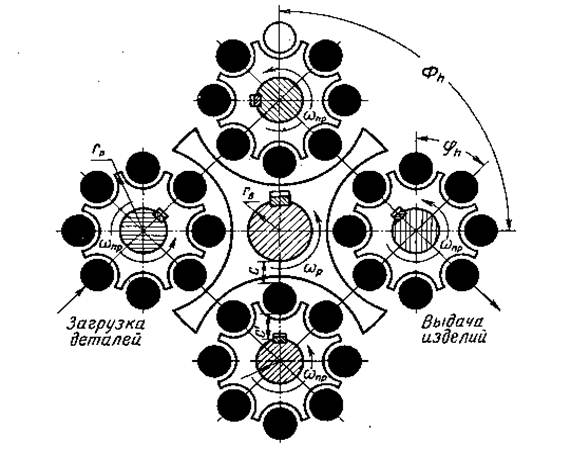
Мал.174. Функціонально- виробнична схема біроторної машини
для обробки однакових деталей:
ωР, ωПР – кутові швидкості відповідно головного та періферійних роторів;
Фh, ωh – кутові кроки відповідно головного та періферійних роторів
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1594; Нарушение авторских прав?; Мы поможем в написании вашей работы!