КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Допуски и посадки резьбовых соединений
|
|
|
|
Система допусков должна обеспечивать как свинчиваемость, так и прочность резьбового соединения. Основным параметром, определяющим точность и характер резьбового соединения (характер посадки), является средний диаметр. Поля допусков на наружный и внутренний диаметр гайки и болта построены таким образом, чтобы обеспечить гарантированный зазор.
В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают посадки с зазором, натягом и переходные.
Из нескольких разновидностей метрических резьб наиболее широко применяется и действительно является универсальной только резьба с зазорами. Для получения различных посадок с зазором ГОСТ 16093−81 предусматривает четыре основных отклонения для резьбы гаек −  ,
,  ,
,  ,
,  и пять основных отклонений для болтов −
и пять основных отклонений для болтов −  ,
,  ,
,  ,
,  ,
,  .
.
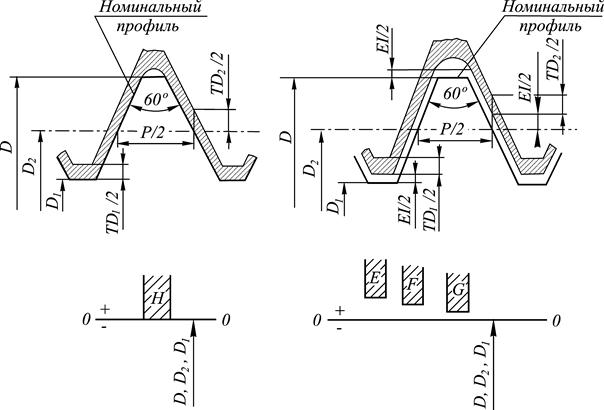
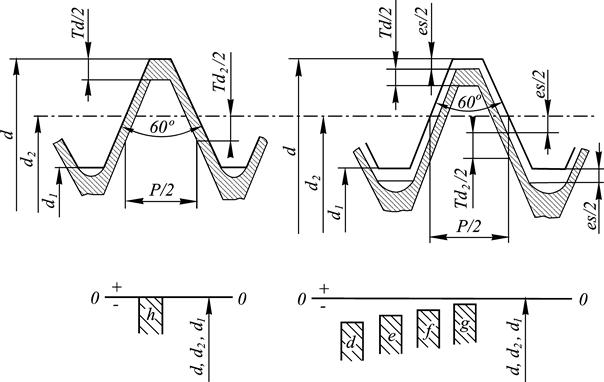
Схемы расположения полей допусков приведены на рис. 25, из которых видно, что отклонения диаметров резьбы отсчитываются от номинального профиля, показанного утолщенными линиями, в направлении перпендикулярном оси резьбы.
а
б
Рис. 25. Положения полей допусков наружной (а) и внутренней (б) резьб
Расположение полей допусков относительно номинального профиля резьбы определяется величиной основных отклонений: нижнего  − для внутренней резьбы (гайки) и верхнего −
− для внутренней резьбы (гайки) и верхнего −  для наружной резьбы (болта), которые для данного шага не зависят от диаметра резьбы. Величины основных отклонений и соответственно для гаек и болтов равны нулю, а их сочетание характерно для посадки с наименьшим зазором, равным нулю.
для наружной резьбы (болта), которые для данного шага не зависят от диаметра резьбы. Величины основных отклонений и соответственно для гаек и болтов равны нулю, а их сочетание характерно для посадки с наименьшим зазором, равным нулю.
Верхние отклонения для внутренней резьбы (по  и
и  ) и нижние − для наружной резьбы (по
) и нижние − для наружной резьбы (по  и ) зависят от величин допусков:
и ) зависят от величин допусков:  ,
,  ,
,  и
и  , величина которых определяется в соответствии с принятой степенью точности. Установленные стандартом степени точности приведены в табл. 2.
, величина которых определяется в соответствии с принятой степенью точности. Установленные стандартом степени точности приведены в табл. 2.
Степень точности выбирается в зависимости от длин свинчивания резьбы и требований, предъявляемых к точности резьбового соединения. Длины свинчивания резьбовых деталей подразделяются на три группы:  − короткие,
− короткие,  − − нормальные и
− − нормальные и  − длинные (ГОСТ 16093−81). Длины свинчивания свыше
− длинные (ГОСТ 16093−81). Длины свинчивания свыше  до
до  относятся к группе ; длины свинчивания меньше нормальных относятся к группе , а больше – к группе .
относятся к группе ; длины свинчивания меньше нормальных относятся к группе , а больше – к группе .
Т а б л и ц а 2
Степень точности метрической резьбы
| Резьба | Диаметр резьбы | Степень точности |
| Внутренняя |
| 4, 5, 6, 7, 8, 9* |
|
| 4, 5, 6, 7, 8 | |
| Наружная |
| 3, 4, 5, 6, 7, 8, 9, 10* |
|
| 4, 6, 8 | |
| Примечание. * - для резьб из пластмасс |
Вернее отклонение наружного диаметра гайки и нижнее отклонение внутреннего диаметра болта, как видно из схем (см. рис. 25) не устанавливаются.
Поля допусков метрической резьбы представлены в ГОСТ 16093−81.
Допуск среднего диаметра резьбы является суммарным, он учитывает не только допустимую погрешность собственно среднего диаметра  , но также диаметральные компенсации погрешностей шага
, но также диаметральные компенсации погрешностей шага  и угла профиля
и угла профиля 

При одной и той же степени точности допуск по среднему диаметру гайки на 1/3 больше допуска по среднему диаметру болта , что учитывает технологические трудности, связанные с обработкой внутренних резьб.
Посадки резьбовых соединений могут быть получены в принципе любым сочетанием полей допусков резьбы гайки и болта из приведенных в ГОСТ. Наиболее распространена посадка с небольшим зазором  , образованная сочетанием полей допусков гайки и болта, рекомендуемых для предпочтительного применения.
, образованная сочетанием полей допусков гайки и болта, рекомендуемых для предпочтительного применения.
На чертежах посадки обозначают дробью, в числителе которой указывают поле допуска гайки, а знаменателе поле допуска болта, например,  . В рассматриваемом примере на первом месте как для гайки, так и для болта стоит обозначение поля допуска по среднему диаметру (5H и 7g), а на втором − обозначения полей допусков для внутреннего диаметра гайки (6H) и наружного диаметра болта (6g). Если обозначения полей допусков внутреннего диаметра гайки и наружного диаметра болта совпадают с обозначением поля среднего диаметра, то они не повторяются, например,
. В рассматриваемом примере на первом месте как для гайки, так и для болта стоит обозначение поля допуска по среднему диаметру (5H и 7g), а на втором − обозначения полей допусков для внутреннего диаметра гайки (6H) и наружного диаметра болта (6g). Если обозначения полей допусков внутреннего диаметра гайки и наружного диаметра болта совпадают с обозначением поля среднего диаметра, то они не повторяются, например,  .
.
Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметры резьбы в отдельности трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т.п. Комплексный контроль резьбы выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 9520; Нарушение авторских прав?; Мы поможем в написании вашей работы!