КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производительность машин и автоматических линий
|
|
|
|
Классификация и компоновка автоматических линий
Автоматические линии могут иметь весьма разнообразную структуру и конструктивное оформление в зависимости от их назначения, степени автоматизации и конкретных условий работы. Однако все линии могут быть разделены на принципиально отличные друг от друга классы по тому, как вводится исходный материал и как выдается конечный продукт. Такая классификация показана в табл. 8.1. В машиностроении наибольшее распространение имеют автоматические линии I класса. На предприятиях почтовой связи и Союзпечати главным образом используются автоматические линии I, II, IV и V классов.
Таблица 8.1
| Выход продукции | Подача исходного материала | ||
| Поштучно | Порциями | Непрерывно | |
| Поштучно Порциями Непрерывно | I. Обработка штучных деталей и изделий (посылок, блоков, валов, колец и т.п.) II. Письмосортировочные полуавтоматы, автоматические плавильные агрегаты III. Автоматические линии по изготовлению ряда сыпучих и тестообразных материалов, продуктов, например автоматические линии в цементной промышленности. | IV.Изготовление изделий опрессовкой, обвязкой или термофикацией формы из сыпучего или тестообразного сырья. Пачкообвязочные автоматы (шлифовальные круги, конфеты) V.Обработка письменной корреспонденции (при межоперационном транспортировании в кассетах), изготовления пищевых продуктов (хлеб, мороженное) VI. Автоматические линии изготовления «непрерывных» изделий (полотна, цепей, кабеля) | VII.Изготовление изделий из жидкого, сыпучего или ленточного сырья (стеклянных, бумажных или пластмассовых колб, коробок, бутылок) печатные автоматические линии VIII. Автоматические линии фасовки и дозирования жидких и сыпучих товаров массового потребления (папиросы, чай, молоко, сахар) IX. Автоматические линии изготовления «непрерывных» изделий из «непрерывного» сырья (биметаллической ленты, паяных и сварных труб, абразивного полотна) |
Примечания. 1. Римскими цифрами обозначены примеры линий данного класса. 2. В пп. I, IV, V, VII также имеются в виду автоматические линии.
|
|
|
Компоновка решает задачу взаимного расположения и связи отдельных машин посредством транспортной системы в автоматическую линию. При компоновке и выборе структурных схем автоматических линий важнейшей проблемой является увеличение производительности.
По характеру транспортной связи между отдельными машинами и распределению между ними запасов обрабатываемых почтовых отправлений все автоматические линии для выпуска штучных изделий можно разделить на три типа (рис. 8.1):
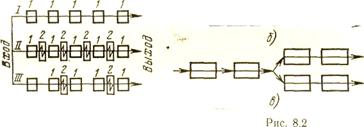
Рис. 8.1
Рис. 8.2
I — линии с жесткой связью между всеми рабочими позициями (машинами) 1 (если линия составлена из одиопозиционных машин, то число таких машин соответствует числу позиций в линии);
II — линии с гибкой связью (накопителями) 2 между всеми рабочими позициями;
III — линии с полугибкой связью или линии с гибко связанными отдельными участками машин.
Автоматические линии первого типа характеризуются тем, что при остановке одной из машин все остальные также останавливаются, так как между ними нет промежуточных накопителей, в которых скапливаются запасы почтовых отправлений (активный задел), которые в нужный момент могут быть автоматически поданы в рабочую зону машины. В качестве промежуточных или оконечных могут использоваться автоматически действующие накопители, выполненные в виде бункеров, магазинов, конвейеров, приводных и гравитационных рольгангов и др.
|
|
|
Второй тип автоматических линий характерен тем, что имеет активные заделы между всеми рабочими позициями. Остановка любой из рабочих позиций не вызовет остановки линии из-за несвоевременной подачи или приема изделий до тех пор, пока не истощатся или не переполнятся накопители.
Третий тип линии с полугибкой связью имеет самостоятельные участки машин с жесткой связью, между которыми находятся накопители. При этом в случае неполадок на первом участке второй участок получает изделия из накопителя. Если же первый участок работает, а второй простаивает, то обработанные на первом участке изделия поступают в накопитель, находящийся между ними.
Наличие между отдельными машинами или участками накопителей уменьшает внецикловые потери и повышает производительность автоматической линии.
На рис. 8.2 показаны схемы агрегатирования (соединения) рабочих машин в автоматической линии. В зависимости от трудоемкости обработки изделий на отдельных операционных участках, производительности принятого оборудования и программы выпуска автоматическая линия может быть однопоточной и многопоточной, а соединение машин в линии — последовательным, параллельным и параллельно-последовательным.
При последовательном агрегатировании (однопоточная линия, см. рис. 8.2 а) каждая машина выполняет свою операцию. Остановка машины при отсутствии накопителей вызывает остановку всей линии. В случае встройки в однопоточную линию машин с различной производительностью коэффициент загрузки оборудования такой линии низкий, так как такт линии будет установлен по лимитирующей операции, т.е. по наиболее загруженной машине, остальные машины при этом будут недогружены. Достоинством таких компоновок является относительно простая транспортная система.
В качестве примера однопоточной автоматизированной линии с гибкими связями для обработки письменной корреспонденции можно привести линию «Телефункен», показанную на рис. 8.3. (В машиностроении однопоточные линии как с жесткой, так и с гибкой связью имеют широкое распространение. К числу таких линий можно отнести автоматические линии механической обработки корпусных деталей.)
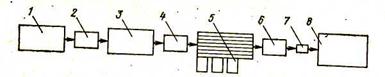
Рис. 8.3
Линия эта не полностью автоматическая, так как операцию кодирования выполняют рабочие-операторы. Производительность линии 20 000 писем/ч. Письма поступают в разборочную машину 1. Эта машина отделяет из общего потока письма нестандартные по размерам и жесткости. После этой машины идет лицовочно-штемпелевальная машина 3, которая выводит из автоматического потока письма без почтовых марок, лицует их в положение, удобное для чтения, штемпелюет и гасит волнистыми линиями марки.
|
|
|
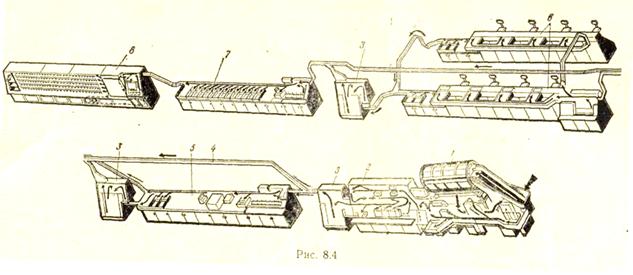
Рис. 8.4
Между разборочной и лицовочно-штемпелевальной машинами установлен промежуточный накопитель писем 2, который позволяет при остановке, например, разборочной машины лицовочно-штемпелевальной машине работать, получая письма из накопителя, а при остановке лицовочно-штемпелевальной машины разборочная машина будет выдавать обработанные письма в этот накопитель. После лицовочно-штемпелевальной машины опять установлен накопитель 4. Из этого накопителя письма поступают по транспортным каналам к рабочим местам 5 кодировщиков. На этих рабочих местах операторы нажимают на цифровые клавиши, соответствующие цифровому адресному коду, нанесенному на письмо отправителем. В результате кодировочные аппараты наносят в определенном месте конверта условные фосфоресцирующие или флуоресцирующие знаки (точки или черточки). На этих же рабочих местах осуществляется предварительная сортировка писем по укрупненным направлениям (нажатием соответствующих клавишей). Письма каждого из таких укрупненных направлений через транспортные каналы накапливаются в конечных накопителях. Письма одного из укрупненных направлений могут непрерывно направляться в автоматическую письмосортировочную машину 8 через промежуточный накопитель 6 и подъемно-транспортное устройство 7. Автоматическая сортировка писем по укрупненным направлениям производится последовательно. При этом соответственно меняется программа сортировки в письмосортировочной машине. Гибкая связь в этой линии осуществляется с помощью промежуточных накопителей 2, 4, 6, которые позволяют линии продолжать работу при остановке одной машины.
|
|
|
На рис. 8.4 показана схема автоматической линии обработки письменной корреспонденции фирмы «Ниппон Электрик Ко» (Япония). Эта линия также однопоточная последовательного агрегатирования с гибкими связями. Однако здесь наряду с ручным кодированием имеется электронно-оптическая кодировочная машина. На ручных операциях кодирования в обеих линиях имеет место параллельная многопозиционная обработка. Из разборочной машины 1 письма попадают в лицовочно-штемпелевальную машину 2, которая имеет устройство обнаружения индекса на письме. При наличии индекса письмо направляется в автоматическую электронно-оптическую кодировочную машину 5, при его отсутствии — на ручную кодировку 6. Письма с нечетко написанным индексом из автоматической кодировочной машины направляются на рабочие места ручной кодировки. Закодированные письма по транспортным линиям 4 направляются на машину 7 для общей сортировки по укрупненным направлениям, а затем часть писем идет в машину 8 для детальной сортировки. Между машинами установлены накопители писем 3, осуществляющие гибкие межагрегатные связи автоматической линии. Максимальная производительность этой линии 30 000 писем/ч.
При параллельном соединении (рис. 8.26) все машины выполняют одну и ту же операцию. Остановка машины не влечет за собой остановку линии, а только соответственно снижает ее производительность.
На предприятиях почтовой связи такая компоновка могла бы иметь место в случае соединения в автоматическую линию, например, нескольких письмосортировочных машин при условии автоматизации их загрузки. В машиностроении же такие линии применяются редко, так как одна операция обычно не обеспечивает полную обработку изделия. Они находят место при очень больших масштабах производства относительно простых изделий.
Параллельно-последовательное соединение машин (многопоточная линия) показано на рис. 8.2 в.
Развитие многопоточных линий обусловлено увеличением производства с точки зрения масштабов выпуска продукции. При большой производственной программе выпуска никакие технологические и конструктивные методы повышения производительности (дифференциация и концентрация операций, интенсификация режимов обработки, деление линий на участки) не способны обеспечить заданную производительность, если на каждой операции технологического процесса будет только одна машина. Поэтому как в неавтоматизированных поточных линиях, так и в автоматических линиях на самых трудоемких операциях устанавливаются параллельно действующие машины — дублеры, а при больших масштабах производства — на всех операциях. Установка различного числа машин на отдельных операциях в соответствии с длительностью этих операций позволяет в многопоточных линиях повысить коэффициент загрузки оборудования.
На рис. 8.5 дана схема многопоточной автоматической линии с гибкими связями для обработки письменной корреспонденции на предприятиях почтовой связи.
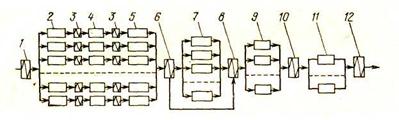
Рис. 8.5
В начале линии установлен групповой бункер-накопитель 1, из которого письма попадают в параллельно установленные машины 2 для разборки писем и отделения из общего потока нестандартных по размерам и жесткости. Между всеми последовательно соединенными машинами в линии установлены межоперационные бункеры-накопители 3. За разборочными машинами следуют лицовочно-штемпелевальные 4 и письмосортировочные машины для общей сортировки 5. На этих машинах производится сортировка по областям и областным центрам корреспонденции, подлежащей детальной сортировке в этом же узле. Корреспонденция, не сортируемая детально в данном узле, группируется по крупным областям и областным центрам, а также по пунктам посадки магистральных самолетов. Число направлений сортировки у этих машин около 200.
После участка письмосортировочной машины общей сортировки установлен общий для всех этих машин групповой бункер-накопитель 6, Из этого бункера одна часть писем идет в письмосортировочные машины детальной сортировки 7, а другая часть, минуя эти машины, попадет через общий бункер-накопитель 8 в машину для вязки постпакетов 9. Мимо письмосортировочных машин детальной сортировки идет часть корреспонденции в адрес крупных городов, областных и республиканских центров. Связанные в постпакеты письма через групповой бункер-накопитель 10 поступают на установку сортировки постпакетов 11. Постпакеты сортируются по направлениям в соответствии с расписанием движения почтовых вагонов, авиа-, авто- и других видов транспорта. В конце многопоточной автоматической линии установлен бункер-накопитель 12. Назначение накопителей — сокращать общие простои и повышать коэффициент готовности линии.
По взаимодействию транспортных систем с обрабатываемыми изделиями могут быть выделены следующие типы автоматических линий (рис. 8.6).
1. Автоматические линии, в которых почтовые отправления обрабатываются после снятия их с несущего органа транспортного устройства (рис. 8.6 а) (обозначены треугольником). На предприятиях почтовой связи такого типа автоматические линии могли бы быть скомпонованы при автоматизации существующих моделей пачкообвязочных, штемпелевальных и т.п. машин, требующих снятия изделия с транспортного устройства при обработке. В машиностроении к таким линиям относятся автоматические линии для механической обработки валов, шестерен и т.п. Недостатком компоновки линий из таких машин является то, что в этом случае увеличивается цикл обработки на время загрузки и разгрузки, а это время, в свою очередь, снижает производительность линии. Кроме этого, усложняется конструкция линии, так как при этом приходится устанавливать у каждой машины устройства для загрузки и разгрузки обрабатываемых отправлений.
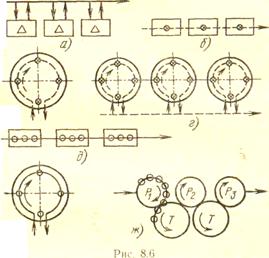
Рис. 8.6
2. Автоматические линии, в которых изделия обрабатываются при остановке на рабочих позициях (обозначены перечеркнутой крест-накрест окружностью), но без снятия их с несущего органа транспортного устройства (конвейера, поворотного стола и т.п.). К ним относятся автоматические линии из агрегатных станков со сквозным транспортом (проходящим через зоны обработки) для механической обработки корпусных деталей (рис. 8,6 б).
Транспортная система таких линий проще, чем у линии первого типа с вынесенным транспортом. Однако и этим линиям присущ тот недостаток, что в период транспортирования, фиксации и закрепления изделия обработка не производится. Представителем этого типа линий являются также многопозиционные станки с поворотным столом периодического вращения, которые представляют собой небольшие кольцевые автоматические линии. Во время обработки стол с изделиями останавливается и фиксируется у рабочих позиций (см. рис. 8.6 в). Объединение таких станков с поворотными столами в автоматическую линию с вынесенным транспортом (рис. 8.6 г) дает возможность совместить время загрузки и, разгрузки со временем обработки. При очередном повороте стола обработанное изделие, находящееся на позиции загрузки и разгрузки, переносится на конвейер для передачи его к следующему станку, а новое изделие снимается с конвейера и устанавливается на освободившееся место в поворотном столе станка. Во время перегрузки изделия на остальных позициях осуществляется обработка других таких же изделий, т.е. время обработки совмещается с временем загрузки и разгрузки.
3. Автоматические линии, в которых изделия (обозначенные перечеркнутой окружностью) обрабатываются на ходу без снятия с несущего органа транспортного устройства (конвейера, поворотного стола и т.п.).
Этот тип автоматических линий является наиболее прогрессивным, так как здесь имеется максимальное совмещение времени обработки с временем транспортирования и загрузки, что обеспечивает высокую производительность. К числу таких линий можно отнести автоматические линии: обработки письменной корреспонденции, шлифования валов на проход (сквозное), непрерывного протягивания и т.п. (рис. 8.6 д). К этому же типу относятся отдельные кольцевые линии непрерывного действия, например автоматические письмосортировочные машины роторного типа (рис. 8.6 е), многопозиционные станки для непрерывного фрезерования или многошпиндельные токарные автоматы и полуавтоматы параллельного действия, а также роторные автоматические линии (рис. 8.6 ж). Роторные автоматические линии состоят из отдельных непрерывно вращающихся рабочих роторов P1—Рn. На каждом из них выполняется одна из операций. Число позиций в каждом рабочем роторе выбирается в соответствии с длительностью выполнения операции. Шаг между рабочими позициями у всех роторов одинаковый. Следовательно, чем длительнее операция, чем больше рабочих позиций в роторе, тем больше диаметр ротора. Для передачи изделий от одного рабочего ротора к другому служат транспортные роторы Т с захватами, которые снимают изделие с одного рабочего ротора и передают их на следующий для продолжения обработки.
Одним из основных факторов повышения производительности труда в любой отрасли производства является рост производительности оборудования. Производительность рабочих машин или систем рабочих машин (автоматических линий) зависит от их собственных потерь.
Суммарные внецикловые потери рабочей машины  tп=ci+te, где ci — общие потери по смене и регулировке всех инструментов машины, сюда относятся потери времени на смену и регулирование инструментов, например штемпелевальных роликов, стен-селей и т.п.; te — потери по ремонту, регулировке и наладке механизмов машины.
tп=ci+te, где ci — общие потери по смене и регулировке всех инструментов машины, сюда относятся потери времени на смену и регулирование инструментов, например штемпелевальных роликов, стен-селей и т.п.; te — потери по ремонту, регулировке и наладке механизмов машины.
Производительность рабочей машины, выраженная через технологическую производительность К, равна Q=K/[K(tх+tп)+1].
Подставляя в эту формулу значение tп, получим Q=K/[K(сi+te)+1]
Эта формула характеризует производительность рабочих машин с любой (однопозиционной или многопозиционной) структурой.
На предприятиях почтовой связи однопозиционными машинами являются, например, штемпелевальные, пачкообвязочные, мешкозашивочные машины и т.п. К многопозиционным машинам этой отрасли промышленности можно отнести такие, как, например, письмосортировочные, сортировочные машины для посылок.
Для рабочих машин, не имеющих рабочего инструмента для изменения формы или состояния предмета производства, как это имеет место, например, в сортировочных машинах, сi.
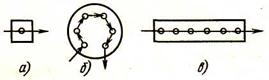
Рис. 8.7
На рис. 8.7 показано развитие структурных схем компоновки машин1. Однопозиционная машина изображена на рис. 8.7 а. Стремление к увеличению производительности и охвату всех или многих операций в одной машине привело к созданию многопозиционных рабочих машин. На рис. 8.7 б показана многопозиционная машина с расположением рабочих позиций по окружности. Увеличение числа позиций в машине привело к созданию машин с линейным их расположением (рис. 8.7 в). Такая компоновка автоматической машины, если рабочие позиции расположены не на одной общей станине, называется автоматической линией. Таким образом, производительность многопозиционной машины и автоматической линии с жесткой связью можно выразить одной и той же формулой
Q=K[Ktx+K(сi+te)q+l), (8.2)
где q — число последовательных рабочих позиций машины или число последовательно жестко связанных машин в линии.
Увеличение числа последовательных позиций в автоматической линии с жесткой связью между ними снижает надежность такой линии. Потому что любая неполадка механизмов, приборов и инструмента в одном каком-то месте вызывает остановку всей линии.
 Автоматические линии без накопителей с жесткой межагрегатной связью конструктивно, наиболее просты и имеют минимальную стоимость. Однако эти линии имеют также минимальную надежность и производительность. Если предположить, что все машины линии равнонадежны, то каждая из них будет простаивать в q раз больше, чем при эксплуатации ее вне линии; следовательно, суммарные потери такой линии tп=tпiq, где tni — средние потери одной встроенной в линию машины; q — число последовательно жестко связанных машин в линии.
Автоматические линии без накопителей с жесткой межагрегатной связью конструктивно, наиболее просты и имеют минимальную стоимость. Однако эти линии имеют также минимальную надежность и производительность. Если предположить, что все машины линии равнонадежны, то каждая из них будет простаивать в q раз больше, чем при эксплуатации ее вне линии; следовательно, суммарные потери такой линии tп=tпiq, где tni — средние потери одной встроенной в линию машины; q — число последовательно жестко связанных машин в линии.
1Условные обозначения те же, что и на рис. 8.6.
Считая, что потери отдельных участков, на которые разбита линия встроенными накопителями, равны, при полной компенсации накопителями потерь соседних участков коэффициент использования Kт.и=l/[1+Bq/ny)], где В — внецикловые потери, отнесенные к единице времени работы одной машины; q — число машин в линии; ny — число участков в линии. Величина Bq/ny представляет собой потери одного участка, в котором жестко связаны q/ny машин. Следовательно, при полной компенсации потерь соседних участков коэффициент использования линии, разделенной на ny участков, равен коэффициенту использования одного участка. Но так как емкость накопителей ограничена, они не могут полностью компенсировать потери соседних участков. Поэтому каждый участок наряду с собственными потерями, зависящими от надежности и долговечности своих механизмов, инструмента, систем управления и т.п., имеет и дополнительные потери, связанные с влиянием на его работу соседних участков. С учетом наложенных потерь от соседних участков
Kт.и=l/[1+Bq/ny)W] (8.3)
где W — коэффициент возрастания внецикловых потерь, учитывающий влияние соседних участков (если после каждой машины стоит накопитель, то число участков равно числу машин в линии, см. рис. 8.1. II).
Создание гарантированных заделов в накопителях возможно только для небольших по размерам отправлений и при относительно небольшой производительности. Так, например, большая производительность автоматических письмообрабатывающих машин заставляет делать накопители для писем или очень емкими, или не обеспечивающими гарантированных заделов. При производительности автоматической письмосортировочной машины 20000 писем/ч, если емкость накопителя будет даже 2000 писем, то это обеспечит ее работу при остановке соседней с ней лицовочно-штемпелевальной машины не более чем на 6 мин, считая при этом, что накопитель был заполнен полностью. Дополнительные потери аналитически могут быть выражены через коэффициенты межучасткового наложения потерь  i, которые показывают численно, какая доля потерь i -гo участка передается на последний выпускной участок через накопители. Например, если величина 21=0,2, это значит, что благодаря накопителю на границе между первым и вторым участками 80% потерь первого участка компенсируются, а 20% потерь передается на второй участок.
i, которые показывают численно, какая доля потерь i -гo участка передается на последний выпускной участок через накопители. Например, если величина 21=0,2, это значит, что благодаря накопителю на границе между первым и вторым участками 80% потерь первого участка компенсируются, а 20% потерь передается на второй участок.
Так как простои различных машин являются случайными величинами, они не могут быть определены функционально. Наиболее перспективным методом определения величины межучасткового наложения потерь и их возрастания в сложных автоматических линиях является статистическое моделирование их работы, основанное на методе статистических испытаний (метод Монте-Карло). Основная идея его — установление связи между вероятностными характеристиками различных случайных процессов и аналитическими вычислительными задачами. При этом согласно заданной системе случайных чисел, характеризующих интервалы безотказной работы и простоев, «проигрываются» ситуации, возникающие в реальных автоматических линиях. Эта же задача решается также с помощью математической модели, построенной в соответствии с методами теории массового обслуживания. В соответствии с математическим моделированием на рис. 8.8 показана зависимость межучасткового наложения потерь от емкости накопителей Е при различных уровнях надежности B0=Bq., Из этой диаграммы видно, что для исключения существенного влияния межучасткового наложения потерь на фактическую производительность автоматической линии емкость накопителей должна обеспечить работу автоматической линии в течение 50—60 мин. В условиях предприятий почтовой связи это представляет большие трудности. Так, например, для автоматической линии обработки письменной корреспонденции производительностью 20 000 писем/ч потребовались бы такой же емкости накопители между участками. Поэтому снижения потерь надо добиваться главным образом за счет повышения надежности оборудования.
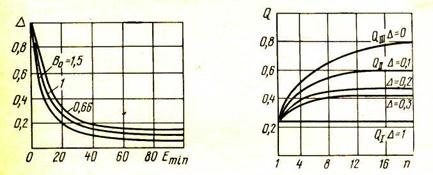
Рис. 8.8 Рис. 8.9
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 2179; Нарушение авторских прав?; Мы поможем в написании вашей работы!