КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Закалка
|
|
|
|
Отжиг
Виды термической обработки
Лекция 8. Технология термической обработки
К основным видам термообработки стали относятся отжиг, закалка, отпуск и нормализация.
Отжиг – вид термической обработки, в ходе которой металл подвергается медленному нагреву, выдержке и медленному охлаждению (чтобы избежать возникновение новых термических напряжений). Сплав получает равновесную структуру, снимаются внутренние напряжения. Отжиг вызывает разупрочнение и повышение пластичности. По назначению выделяют несколько видов отжига.
Диффузионный отжиг (см. 5.1) проводится при температуре  (на
(на  ниже температуры линии солидус).
ниже температуры линии солидус).
Рекристаллизационный отжиг (см. 3.3) осуществляется при температуре  .
.
Отжиг для снятия внутренних напряжений используют после ковки, сварки, литья. Температура нагрева -  .
.
Сфероидизирующий отжиг применяют в основном для инструментальных сталей.
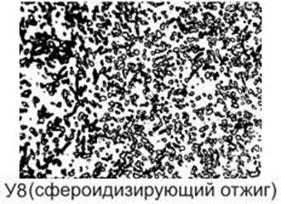
В ходе проведения этого вида термообработки цементит перлита приобретает округлую форму, что улучшает обрабатываемость резанием и является подготовкой к закалке. Температура нагрева -  .
.
Изотермический отжиг – вид отжига, при котором изделия после нагрева помещают в соляную ванну с температурой, обеспечивающей получение нужной структуры в соответствии с диаграммой изотермического распада аустенита (см. 7.3).
Закалка заключается в нагреве стали до температур, обеспечивающих получение аустенитной структуры, которая при быстром охлаждении превращается в мартенсит. Доэвтектоидные стали нагревают под закалку до температур на  выше точки
выше точки  (полная закалка), а эвтектоидные и заэвтектоидные – выше точки
(полная закалка), а эвтектоидные и заэвтектоидные – выше точки  (неполная закалка).
(неполная закалка).
На практике используют несколько закалочных сред.
Вода обеспечивает высокую скорость охлаждения ( ) и применяется для углеродистой и низколегированной сталей, имеющих высокую критическую скорость.
) и применяется для углеродистой и низколегированной сталей, имеющих высокую критическую скорость.
Водные растворы ( ) обладают наиболее высокой охлаждающей способностью, т.к. их использование исключает образование «паровой рубашки», которая снижает закалочную способность чистой воды. Резкое охлаждение в воде и ее растворах способно привести к образованию закалочных дефектов: трещин, коробления и т.д.
) обладают наиболее высокой охлаждающей способностью, т.к. их использование исключает образование «паровой рубашки», которая снижает закалочную способность чистой воды. Резкое охлаждение в воде и ее растворах способно привести к образованию закалочных дефектов: трещин, коробления и т.д.
Масло как закалочная среда обеспечивает небольшую скорость охлаждения ( ) в мартенситном интервале температур, что уменьшает вероятность образования закалочных дефектов. Недостатками являются повышенная воспламеняемость и заметная стоимость. Масло применяется для закалки легированных сталей и мелких заготовок из легированной стали.
) в мартенситном интервале температур, что уменьшает вероятность образования закалочных дефектов. Недостатками являются повышенная воспламеняемость и заметная стоимость. Масло применяется для закалки легированных сталей и мелких заготовок из легированной стали.
Воздух (скорость охлаждения  ) является закалочной средой для высоколегированных сталей, имеющих низкую критическую скорость.
) является закалочной средой для высоколегированных сталей, имеющих низкую критическую скорость.
Существует несколько способов закалки. Наиболее простой – закалка в одном охладителе (1). Более сложные способы закалки используются (как правило, для легированных сталей) для предотвращения закалочных дефектов.
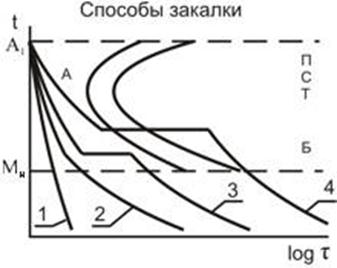
При закалке в двух средах (2) после нагрева изделие погружается в воду, в результате чего достигается быстрое прохождение температурного района минимальной устойчивости аустенита, а затем переносится в более мягкую охлаждающую среду, обычно масло.
При ступенчатой закалке (3) нагретое изделие переносят в жидкую среду, имеющую температуру на  выше точки
выше точки  для закаливаемой стали, выдерживают некоторое время, необходимое для выравнивания температуры по сечению, а затем окончательно охлаждают на воздухе.
для закаливаемой стали, выдерживают некоторое время, необходимое для выравнивания температуры по сечению, а затем окончательно охлаждают на воздухе.
Изотермическая закалка (4) применяется, если желательно получить структуру нижнего бейнита. В этом случае изделие переносят в ванну с расплавленными солями, имеющими температуру на выше точки начала мартенситного превращения, выдерживают при этой температуре до завершения превращения аустенита в бейнит и охлаждают на воздухе.
Для устранения остаточного аустенита (см. 7.3) высокоуглеродистые и многие легированные стали сразу же после закалки подвергают охлаждению в область отрицательных температур.
Способность той или иной марки стали принимать закалку характеризуют два свойства:
· закаливаемость – способность стали повышать твердость в результате закалки. Она положительно коррелирует с содержанием углерода. Эффект закаливания заметен при содержании  и выше;
и выше;
· прокаливаемость – способность стали получать слой с мартенситной или полумартенситной структурой ( мартенсита и тростита) на определенную глубину. Чем меньше критическая скорость закалки, тем выше прокаливаемость стали. Легированные (
мартенсита и тростита) на определенную глубину. Чем меньше критическая скорость закалки, тем выше прокаливаемость стали. Легированные ( ) стали имеют меньшую критическую скорость и, соответственно, прокаливаются на большую глубину, чем углеродистые. Снижают прокаливаемость
) стали имеют меньшую критическую скорость и, соответственно, прокаливаются на большую глубину, чем углеродистые. Снижают прокаливаемость  , наличие нерастворимых частиц (карбидов, оксидов), а также уменьшение зерна стали.
, наличие нерастворимых частиц (карбидов, оксидов), а также уменьшение зерна стали.
Для машиностроительных деталей, работающих на растяжение, а также пружин и рессор требуется, чтобы после закалки структура по всему сечению состояла из мартенсита. Это обеспечивает однородную структуру и высокие свойства после отпуска. Для деталей машин, работающих на изгиб и кручение, прокаливаемость должна составлять половину сечения детали.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 610; Нарушение авторских прав?; Мы поможем в написании вашей работы!