КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Центрування
|
|
|
|
Розрізання.
Прутки і заготовки розрізають на:
1) приводних ножовках;
2) дискових пилках,
3) фрикційних пилках;
4) токарно-відрізних верстатах;
5) відрізних автоматах;
6) верстатах, які працюють тонким абразивним кругом.
В заготовчих відділеннях прутки можливо розрізати на пресах і ножицями (гільйотинних,, роликових), використовують газову різку (автогенну), анодно-механічну, електроіскрову, ультразвукову.
На приводних ножовках розрізають ножівковим полотном, яке виконує звотньо-поступальний рух від привода. Ріжучі кромки полотна направлені в сторону різання. Полотно притискається до прутка тільки під час робочого ходу, а при зворотньому ході піднімається гідравлічним механізмом, що зменшує зношення полотна, ширина різу від ножівкового полотна менше ніж від дискових фрез, але продуктивність нижче.
Лискові пилки використовуються для різання прокату прутків, балок, різних профілів та труб. Пилки виготовляють складеними — диск виготовляють із вуглецевої сталі, а вставні зуби - із швидко ріжучої етапі.
Розрізання пилкою прутків виконують по-одному чи пакетом.
Фрикційна (беззуба) пилка являє собою тонкий стальний диск, який приводиться в рух від ел. двигуна зі швидкістю 1000-1400 м/сек. При подачі і обертанні диск внаслідок тертя нагріває метал, який починає плавитись. Розплавлений метал, який видаляється із розрізу самим же диском, який охолоджується повітрям і водою.
Фрикційними пилками можна розрізати загартовані стальні заготовки.
Відрізні верстати служать для розрізання круглих і шестигранних прутків, а також труб. Перевага цих верстатів - велика продуктивність.
Недолік - надто широкий проріз - 3...5 мм, що призводить до великих витрат металу. Інструмент - різець відрізний.
Застосовується розрізання на верстатах за допомогою тонкого абразивного круга (для розрізання прутків і труб). Ширина розрізу 2...3 мм - витрати металу незначні, продуктивність розрізання абразивним колом висока - пруток діаметром 050 мм розрізається за 5...6 секунд.
Заготовки можна розрізати на токарних, горизонтально-фрезерних (частіше), та на стругальних верстатах.
Центруванню підлягають штучні заготовки (прутки, поковки, штамповки), які обробляються в центрах. Центрові отвори являються базовими поверхнями для декількох операцій, а також для правлення і перевірки деталей, які виготовляються.
Центрові отвори повинні мати достатні розміри, кут їх конусності повинен точно співпадуть з кутом конусності центрові отвори повинні знаходитися на одній вісі. Якщо не дотримуватися цих правил, центри верстата будуть швидко зношуватися.
На практиці частіше використовують центри верстатів, тому центрові отвори заготовок з кутом 60°. При обробці заготовок великих та важких кут конусності збільшується до 750 та 900.
У центровому отворі вершина центра верстата не повинна впиратися в заготовку.
Тому центрові отвори мають циліндричну частину малого діаметра d.
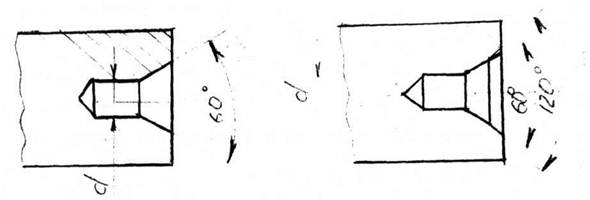
Рисунок 2. - Види центрових отворів
Центрові отвори іноді мають другу конічну поверхню (фаску) під кутом 120 с, яка призначена для запобігання основного конічного отвору під кутом 60°.
Центрування заготовок здійснюють на вертикально - свердлильних верстатах, горизонтально - розточних, токарних і револьверних верстатах, а в серійному і в масовому виробництвах - на спеціальних одно- та двосторонніх центрованих верстатах.
На горизонтально-фрезерних верстатах здійснюють центрування великих заготовок, двома інструментами, свердлом і зенкером.
На фрезерно - центрованих верстатах з заготовок спочатку фрезерують торцеві поверхні одночасно з двох кінців, після чого здійснюють центрування отворів комбінованими свердлами (центрованими).
При цьому заготовка базується в самоцентруючих призмах, а повздовжній рух заготовки обмежується упором.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 730; Нарушение авторских прав?; Мы поможем в написании вашей работы!