КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Револьверные инструментальные головки
|
|
|
|
Подсистема автоматической смены инструмента
Основная цель автоматизации смены инструментов – это сокращение простоев станков. Устройства, обеспечивающие смену инструмента на станках с ЧПУ и обрабатывающих центрах, включают различные накопители инструментов:
1. Инструментальные револьверные головки.
2. Инструментальные магазины.
3. Инструментальные устройства.
При смене инструментов применяются загрузочно-разгрузочные устройства (инструментальные загрузочные автооператоры).
Структура подсистемы автоматической смены инструмента представлена на рис. 23.
Револьверные головки для смены инструмента применяются на станках токарных, сверлильных, фрезерных и др. Статистические данные зарубежных фирм показывают, что максимальное число режущих инструментов, необходимых для выполнения практически всех токарных операций, составляет 8 и в среднем для обработки одной заготовки необходимо 3–7 инструментов.
На токарных станках с ЧПУ применяются револьверные головки с вертикальными, горизонтальными и наклонными осями вращения (с 4-, 6-, 8-позиционные), в которых неподвижный инструмент устанавливается в технологической последовательности.
 |
Рис. 23. Структура автоматической смены инструмента на станках с ЧПУ и ОЦ
Смена инструмента осуществляется поворотом и фиксацией головки или линейного ее перемещения, когда в одной позиции устанавливается несколько инструментов.
Револьверная головка является рабочим органом, воспринимающим силы резания, должна обладать высокой прочностью, жесткостью и точностью позиционирования.
Время поворота головки на следующую позицию составляет 0,7 – 1,0 с.
Головка может поворачиваться в любую требуемую позицию без останова и может быть настроена на обработку определенной заготовки вне станка.
Точная фиксация (до 3 мкм на радиусе 300 мм) осуществляется конусной шпонкой.
Револьверные головки, используемые на станках с ЧПУ, могут иметь параллельные или перпендикулярные вращения к оси шпинделя. В зависимости от крепления режущего инструмента в револьверной головке могут быть соответственно различные показатели по точности позиционирования, удобству расположения инструмента, доступности зоны обработки. Подсистема автоматической смены режущего инструмента на токарных ГПМ с помощью револьверных головок решает две задачи: замену инструмента при его затуплении и введение в работу новых видов инструмента для обработки деталей сложной конструкции.
На некоторых станках с ЧПУ используются сменные инструментальные револьверные головки. Однако замена револьверных головок достаточно трудоемка. Большие сложности возникают при транспортировании, закреплении и хранении крупногабаритных элементов. Кроме того, установленные в одной головке инструменты могут в значительной мере различаться по стойкости, что вызывает недоиспользование ресурса инструмента. Поэтому указанный способ редко применяется.
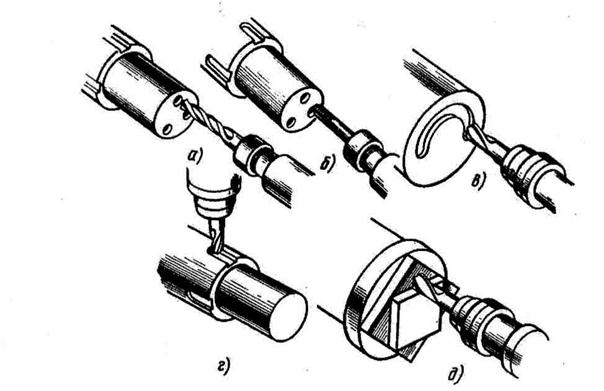
Свыше 40 % деталей машин являются телами вращения, обрабатываемыми точением, причем 70–75 % видов деталей требуют
и других видов обработки, к которым относятся: сверление, резьбонарезание метчиком, фрезерование боковых поверхностей и канавок (рис. 24).
Для сокращения цикла обработки заготовок целесообразно полностью обрабатывать заготовки на одном станке, что исключает время на переустановку заготовки со станка на станок. Для этого
в конструкции револьверных головок предусматривается установка помимо неподвижных также и вращающихся инструментов.
|
|
|
|
|
При этом токарные станки являются многоцелевыми. Для привода инструмента в основном используют отдельный электродвигатель, хотя возможно применение кинетической связи с главным приводом. Вращающийся инструмент и его привод размещают в револьверной головке. При этом необходимо обеспечить дискретное позиционирование или угловое перемещение (поворот) шпинделя станка от УЧПУ. Для обработки отверстий (под болт во фланцах), шлицев, пазов, многогранного фрезерования достаточно дискретного позиционирования шпинделя. Привод может вращать только один инструмент, находящийся в рабочей позиции, а при разветвленном приводе – инструменты, находящиеся во всех позициях, предназначенных для вращающегося инструмента.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1745; Нарушение авторских прав?; Мы поможем в написании вашей работы!