КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Види зварних з'єднань і типи зварних швів
|
|
|
|
Залежно від взаємного розміщення з'єднуваних елементів деталей розрізняють такі основні види зварних з'єднань: стикові, напусткові, таврові та кутові.
Стикове з'єднання є найраціональнішим видом зварних з'єднань. Воно утворюється за допомогою дугового або контактного зварювання. Таке з'єднання виконується стиковим зварним швом.
Зварні стикові з'єднання (рис. 15.1) бувають з прямим (а), косим (б) та кільцевим (в) швами.
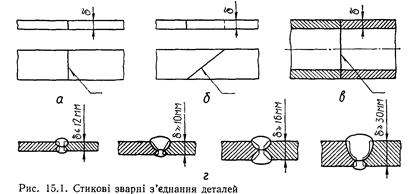
Деталі поблизу стику повинні мати рівну товщину δ для забезпечення їхнього однакового нагрівання. Залежно від товщини δ зварювані елементи деталей виготовляють із підготовленими або непідготовленими кромками. Форми підготовки кромок деталей наведено на рис. 15.1, г.
Напусткове з'єднання (рис. 15.2) виконують за допомогою кутових (валикових) швів. Залежно від розміщення шва щодо лінії дії сили F кутові шви (рис. 15.2) називаються лобовими (а), фланговими (5), комбінованими (в) і кільцевими (г).
Форма поперечного перерізу кутових швів (рис. 15.2) може бути нормальною (д), випуклою (е) або поліпшеною (б, ж). Нормальна та поліпшена форми зварних швів досягаються механічною обробкою їх після зварювання. Випукла форма швів сприяє підвищенню концентрації напружень. Мінімальна концентрація напружень має місце в швах поліпшеної форми при відношенні катетів 1: 1,5 або 1: 2 Катет зварного шва k треба брати k ≤ δ (див. рис. 15.2, а), але не менш ніж 3мм при товщині з'єднуваних елементів деталей δ ≥ 3 мм. Розрахункову висоту m кутового шва (рис. 15.2, д–ж) беруть таку, що вона дорівнює висоті перерізу по бісектрисі А–А, до того ж для всіх форм перерізу швів умовно m = k sin 45° ≈ 0,7 k.
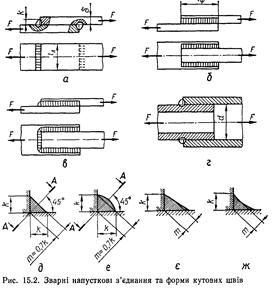
Довжина лобових швів lл у напусткових з'єднаннях не обмежується, а довжина флангових швів lф не повинна бути більш ніж 50k, оскільки зі збільшенням довжини lф підвищується нерівномірність розподілення напружень у шві.
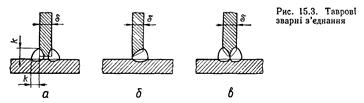
Таврове з’єднання використовують при розміщенні з'єднуваних деталей у взаємно перпендикулярних площинах (рис. 15.3). Це з'єднання виконують без підготовки кромок деталі (рис. 15.3, а) або з підготовкою кромок (рис. 15.3, б, в). При статичному навантаженні з'єднання підготовку кромок можна не робити. Тоді катет k кутових швів не повинен бути більш ніж 1,2δ, де δ – найменша товщина зварюваних деталей.
Кутове з'єднання відповідно з рис. 15.4 здійснюють без попередньої підготовки кромок (а, б) і з підготовкою кромок (в, г). У більшості випадків такі з'єднання є малонавантаженими і використовуються для забезпечення щільності.

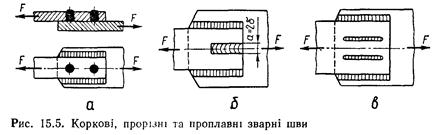
У деяких випадках, коли міцність напусткових з'єднань, виконаних лобовими та фланговими кутовими швами, не забезпечується, додатково здійснюються коркові (рис. 15.5, а), прорізні (рис. 15.5, б) або пропловні (рис. 15.5, в) зварні шви. Корковий шов дістають шляхом заповнення розплавленим металом отворів круглої форми в одній (або в двох) із з'єднуваних деталей (так зване з'єднання електрозаклепками). Проріз для прорізного шва виконують уздовж лінії дії сили F. Проплавний шов здійснюється проплавленням однієї деталі з'єднання, що має меншу товщину.
З'єднання точковим контактним зварюванням (рис. 15.6, а, б) застосо–вують для плоских деталей, сумарна товщина яких не перевищує 8–10 мм.
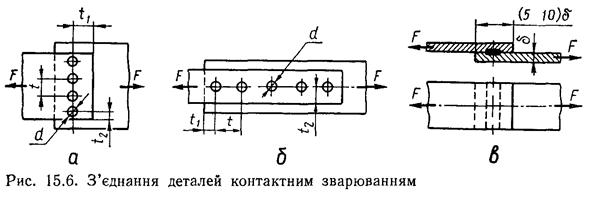
При товщині δ ≥ 2 мм найтонкішого із з'єднуваних сталевих елементів діаметр зварної точки d повинен задовольняти умові 1,2δ + 4 < d < 1,5δ + 5. Крок t зварних точок не повинен перевищувати 3d, а відстань зварних точок від країв деталей t1 ≥ 2d і t2 = 1,5d.
З'єднання шовним контактним зварюванням (рис. 15.6, в) використовують для тонколистових деталей, до того ж товщина δ деталей не повинна бути більш ніж 2–3 мм.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 17470; Нарушение авторских прав?; Мы поможем в написании вашей работы!