КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Усунення місцевих дефектів і пошкоджень
|
|
|
|
Лекція 6 Підсилення металевих конструкцій
Місцеві дефекти і пошкодження у вигляді тріщин, погинів, втрати місцевої стійкості, місцеве пошкодження корозією тощо ліквідовуються шляхом ремонту або підсилення. Найчастіше ці два процеси мають місце одночасно, тобто після виконання ремонтних робіт проводять часткове підсилення конструкцій. Необхідність у підсиленні виникає через те, що під час ремонту (рихтування, вирівнювання) порушується внутрішня структура металу та відбувається погіршення їх фізико-механічних властивостей. Так, у сталевих прокатних елементах конструкцій після вирівнювання погинів для їх підсилення наварюються додаткові елементи у вигляді металевих пластинок (рис. 6.1). Така пластинка повинна сприймати або частину навантаження, яку не може сприйняти підрихтований елемент, або — за неможливості вирівнювання — повністю замінити пошкоджену ділянку в сприйнятті в даному випадку всього навантаження.
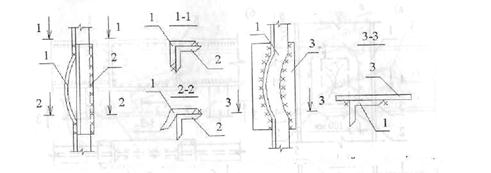
Рис. 6.1. Установка додаткових накладок: 1 — сталевий елемент із погином; 2 — додаткова накладка із сталевого кутика; 3 — пластина;
У місцях втрати стійкості сталеві конструкції підсилюються постановкою додаткових ребер жорсткості, до яких приварюють метал ділянки пошкодження (рис. 6.2).
Пошкоджені (корозією, механічною дією, термічними чинниками тощо) ділянки сталевих конструкцій вирізаються та за допомогою зварювання замінюються на нові. Таке підсилення може бути використане як для частини висоти перерізу (рис. 6.3, а), так і для всієї висоти, тобто із заміною частини конструкції (рис. 6.3, б).
 |
Рис. 6.2. Підсилення конструкцій при місцевій втраті стійкості: І —сталева конструкція; 2 —- місцеве пошкодження; 3 — поперечні ребра жорсткості; 4 — коротиші, що кріплять метал конструкції до додаткових ребер жорсткості;
Тріщини в сталевих конструкціях, з одного боку, є елементами ослаблення перерізу, а з другого — концентратором напружень у металі. Такі пошкодження усуваються шляхом заварювання тріщин за допомогою електродугового зварювання. При цьому слід ретельно витримувати технологію виконання робіт, оскільки в разі порушення її можна не лише не досягти позитивного ефекту з підсилення, але й створити додаткові поля напружень, викликані температурними діянням під час зварювання металу.
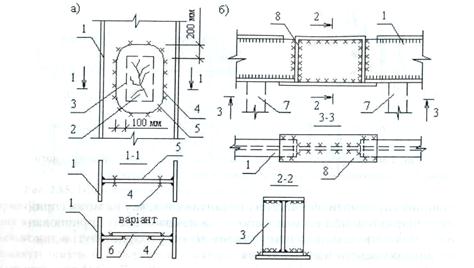
Рис. 6.3. Заміна пошкодженої ділянки: а — на частині висоти конструкції; б — по всій висоті: 1 — конструкція, що підсилюється; 2 — дефект; 3 — межа дефектної ділянки; 4 — лінія різу; 5 — уставка із сталевої пластини; 6 — накладка із пластин; 7 — розвантажуючі стійки; 8 — нова ділянка конструкції;
Під час такого ремонту поверхня конструкції в зоні пошкодження очищується від продуктів корозії, фарби, масел, сміття тощо до чистого металу. В кінці тріщин, які визначають за допомогою пенетрантів, ультразвукової дефектоскопії та інших методів, просвердлюються отвори діаметром 8...12 мм. Ці отвори призначаються для ліквідації ефекту концентрації напружень та влаштовують на відстані 15...20 мм по ходу тріщини. Після заварювання тріщини отвори розсвердлюються до діаметра 23...25 мм. Самі береги тріщини підготовляють до заварювання: очищають, розкривають.
Кінцеві ділянки тріщин (рис. 6.4) нагрівають до температури 100... 150°С та підтримують її протягом усього періоду заварювання тріщини. Заварювання шва здійснюється зворотно-ступінчастим методом проходження з одночасним куванням кожного проходу, крім першого та останнього (послідовність проходження швів показана на рис. 6.4). Після заварювання шов необхідно обробити шліфувальною машинкою.

Рис. 6.4. Заварювання тріщин: 1 — конструкція, що підсилюється; 2 — тріщина; 3 — зона зачищення металу; 5 — просвердлені отвори; 6 — кромки тріщини; 7 — ділянки підігріву
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 681; Нарушение авторских прав?; Мы поможем в написании вашей работы!