КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Припуски, напуски и размеры
|
|
|
|
ЗАГОТОВКА, ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Лекция 3. «Основные понятия о заготовках и их характеристика. Качество заготовок. Технологичность заготовок. Конструкционные материалы».
Заготовкой, согласно ГОСТ 3.1109—82, называется предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
Различают три основных вида заготовок: машиностроительные профили, штучные и комбинированные. Машиностроительные профили изготавливают постоянного сечения (например, круглого, шестигранного или трубы) или периодического. В крупносерийном и массовом производстве применяют также специальный прокат. Штучные заготовки получают литьем, ковкой, штамповкой или сваркой. Комбинированные заготовки — это сложные заготовки, получаемые соединением (например, сваркой) отдельных более простых элементов. В этом случае можно снизить массу заготовки, а для более нагруженных элементов использовать наиболее подходящие материалы.
Заготовки характеризуются конфигурацией и размерами, точностью полученных размеров, состоянием поверхности и т. д.
Формы и размеры заготовки в значительной степени определяют технологию как ее изготовления, так и последующей обработки. Точность размеров заготовки является важнейшим фактором, влияющим на стоимость изготовления детали. При этом желательно обеспечить стабильность размеров заготовки во времени и в пределах изготавливаемой партии. Форма и размеры заготовки, а также состояние ее поверхностей (например, отбел чугунных отливок, слой окалины на поковках) могут существенно влиять на последующую обработку резанием. Поэтому для большинства заготовок необходима предварительная подготовка, заключающаяся в том, что им придается такое состояние или вид, при котором можно производить механическую обработку на металлорежущих станках. Особенно тщательно эта работа выполняется, если дальнейшая обработка осуществляется на автоматических линиях или гибких автоматизированных комплексах. К операциям предварительной обработки относят зачистку, правку, обдирку, разрезание, центрование, а иногда и обработку технологических баз.
Припуск на механическую обработку — это слой металла, удаляемый с поверхности заготовки с целью получения требуемых по чертежу формы и размеров детали. Припуски назначают только на те поверхности, требуемые форма и точность размеров которых не могут быть достигнуты принятым способом получения заготовки.
Припуски делят на общие и операционные. Общий припуск на обработку — это слой металла, необходимый для выполнения всех необходимых технологических операций, совершаемых над данной поверхностью. Операционный припуск — это слой металла, удаляемый при выполнении одной технологической операции. Припуск измеряется по нормали к рассматриваемой поверхности. Общий припуск равен сумме операционных.
Размер припуска существенно влияет на себестоимость изготовления детали. Завышенный припуск увеличивает затраты труда, расход материала, режущего инструмента и электроэнергии. Заниженный припуск требует применения более дорогостоящих способов получения заготовки, усложняет установку заготовки на станке, требует более высокой квалификации рабочего.
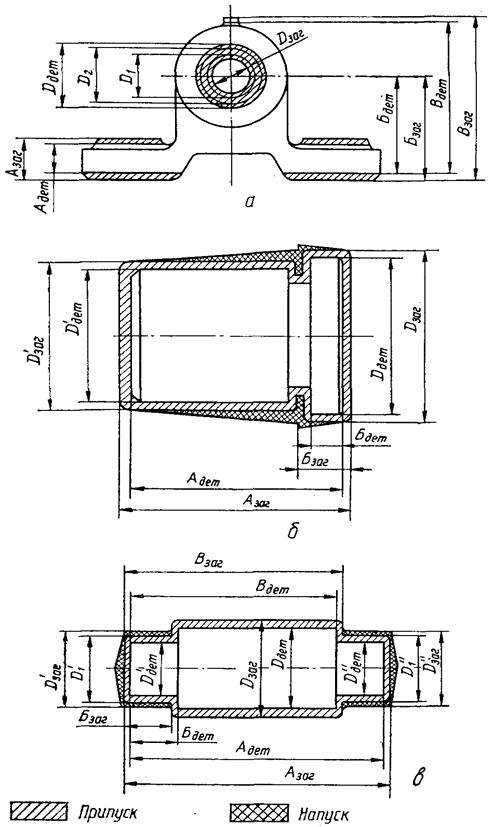
Рис. 3.1. Припуски, напуски и размеры корпуса подшипника (а), пробки (б) и вала (в):
A заг, Б заг, В заг, D заг D'заг, D"заг — исходные размеры заготовки; Адет, Бдет, Вдет, D'дет,D"дет - размеры готовой детали; D1, D2, D'1, D"1 — операционные размеры заготовки
Кроме того, он часто является причиной появления брака при механической обработке. Поэтому назначаемый припуск должен быть оптимальным для данных условий производства.
Оптимальный припуск зависит от материала, размеров и конфигурации заготовки, вида заготовки, деформации заготовки при ее изготовлении, толщины дефектного поверхностного слоя и других факторов. Известно, например, что чугунные отливки имеют дефектный поверхностный слой, содержащий раковины, песчаные включения; поковки, полученные ковкой, имеют окалину; поковки, полученные горячей штамповкой, имеют обезуглероженный поверхностный слой.
Оптимальный припуск может быть определен расчетно - аналитическим методом, который рассматривается в курсе «Технология машиностроения». В отдельных случаях (например, когда еще не разработана технология механической обработки) припуски на обработку различных видов заготовок выбирают по стандартам и справочникам.
Действительный слой металла, снимаемый на первой операции, может колебаться в широких пределах, т. к. помимо операционного припуска часто приходится удалять напуск.
Напуск — это избыток металла на поверхности заготовки (сверх припуска), обусловленный технологическими требованиями упростить конфигурацию заготовки для облегчения условий ее получения. В большинстве случаев напуск удаляется механической обработкой, реже остается в изделии (штамповочные уклоны, увеличенные радиусы закруглений и др.).
В процессе превращения заготовки в готовую деталь ее размеры приобретают ряд промежуточных значений, которые называются операционными размерами. На рис. 3.1 на деталях различных классов показаны припуски, напуски и операционные размеры. Операционные размеры обычно проставляют с отклонениями: для валов — в минус, для отверстий — в плюс.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 6463; Нарушение авторских прав?; Мы поможем в написании вашей работы!