КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Линейная усадка некоторых сплавов
|
|
|
|
Литейные свойства сплавов и их влияние на конструктивные размеры и форму отливок
К литейным свойствам сплавов относятся жидкотекучесть, усадка, склонность к ликвации и газопоглощению.
Жидкотекучесть — способность жидкого металла полностью заполнять полости литейной формы и четко воспроизводить очертания отливки. Жидкотекучесть зависит от химического состава, температуры заливаемого в форму сплава и теплопроводности материала формы. Фосфор, кремний и углерод улучшают ее, а сера ухудшает. Серый чугун содержит углерода и кремния больше, чем сталь, и поэтому обладает лучшей жидкотекучестью. Повышение температуры жидкого металла улучшает жидкотекучесть, и чем выше его перегрев, тем более тонкостенную отливку можно получить. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так, песчаная форма отводит теплоту медленнее и расплавленный металл заполняет ее лучше, чем металлическую форму, которая интенсивно охлаждает расплав. Минимально возможная толщина стенки отливки для различных литейных сплавов ввиду их разной жидкотекучести неодинакова и составляет (при литье в песчаные формы) для отливок из серого чугуна: мелких — 3...4 мм, средних — 8...10, крупных—12...15 мм; для отливок из стали — соответственно 5...7 мм, 10...12 и 15...20 мм.
Жидкотекучесть металла определяют путем заливки специальных технологических проб и характеризуют линейными размерами заполненной полости канала определенной формы. Заливая металл при различных температурах перегрева, находят оптимальную температуру заливки формы для данного сплава.
Усадка — свойство литейных сплавов уменьшать объем при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в литейную форму вплоть до полного охлаждения отливки. Различают линейную и объемную усадки, %:
εлии= (l Ф — l от)100/ l от; (5.2)
εоб= (VФ-Vот)100/Vот, (5.3 )
где l ф, Vф — соответственно линейный размер и объем полости
| Сплавы | Категория отливки | Усадка, % |
| Чугуны: | ||
| серые | Мелкие | 1,0..1,25 |
| Средние | 0,75...1,0 | |
| Крупные | 0,5...0,75 | |
| модифицированные | ||
| и легированные | — | 1,0..1,25 |
| высоколегированные | — | 1,25...1,75 |
| высокопрочные | — | 0,5...1,25 |
| ковкие белые Стали углеродистые | Мелкие | 0,5...2,0 1,5...2,0 1,8...2,2 |
| Средние | 1,6...2,1 | |
| Крупные | 1,4...1,8 | |
| Бронзы: | ||
| оловянные безоловянные и латуни | — Мелкие | 1,0...1,2 1,4...1,6 |
| Средние | 1,0...1,4 | |
| Крупные | 0,8... 1,2 | |
| алюминиевые | — | 1,2...1,8 |
| Алюминиевые и магниевые | ||
| сплавы | Мелкие | 0,8... 1,2 |
| Средние | 0,5...1,0 | |
| Крупные | 0,3...0,8 |
Примечание. Большие значения усадки относятся к простым отливкам со свободной усадкой, а меньшие — к сложным отливкам с затрудненной усадкой.
формы; l от, V oт — линейный размер и объем отливки при температуре 20 °С.
Линейная и объемная усадки связаны соотношением
εоб ≈ Зεлин (5.4)
На усадку (табл. 5.6) влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния, алюминиевых сплавов — с повышением содержания кремния. Увеличение температуры заливки и скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможений.
Помимо искажения линейных размеров усадка в отливках проявляется в виде усадочных раковин, пористости, трещин и короблений. При правильном учете усадочных процессов затвердевание отливки должно идти снизу вверх с образованием концентрированной усадочной раковины (рис. 5.2). В противном случае в теле отливки образуется усадочная пористость.
Ликвация — это неоднородность строения в различных частях отливки. Возможна ликвация по химическому составу (зональная или дендритная), по плотности, неметаллическим включениям и другим факторам.
Зональная ликвация представляет собой химическую и другие неоднородности в объеме всей отливки; дендритная — в пределах одного зерна (дендрита). Склонность к ликвации зависит от химического состава сплава, скорости охлаждения сплава и размеров отливки.
Неоднородность химического состава и структуры по сечению приводит к неоднородности механических свойств отливки. Для уменьшения ликвации увеличивают скорость охлаждения отливки.
Склонность к газопоглощению – это способность литейных сплавов
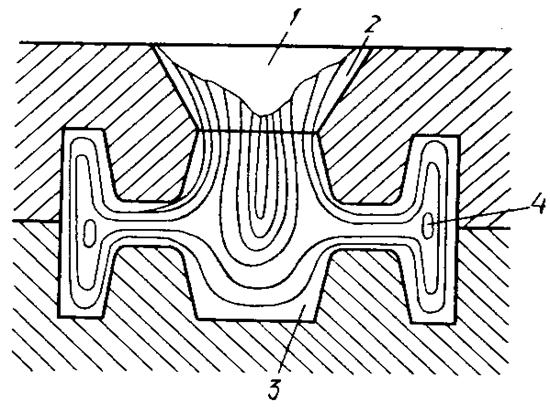
Рис. 5.2. Схема процесса кристаллизации отливки:
1 — усадочная раковина; 2 — прибыль; 3 — отливка; 4 — место сосредоточения
усадочной пористости
в жидком состоянии растворять кислород, азот и водород. Их растворимость растет с перегревом расплава (температуры заливки). Движение металла в форме мелкими струйками или турбулентными потоками также способствует повышению растворимости газов. При охлаждении в литейной форме газонасыщенного расплава растворимость газов понижается и они, выделяясь из металла, могут образовать в отливке газовые раковины.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 2541; Нарушение авторских прав?; Мы поможем в написании вашей работы!