КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка технологического процесса сборки
|
|
|
|
Исходными данными для разработки являются:
1 Схема сборки с базовой деталью;
2 Типовой технологический процесс;
3 Годовая программа выпуска;
4 Коэффициент загрузки оборудования, вычисляемый из  .
.
Маршрутно-технологический процесс корректируется после разработки операционного технологического процесса, их нормируют и технико-экономически обосновывают структуру операций.
Пример маршрутного технологического процесса сборки модуля первого уровня:
| № п/п | Наименование и содержание операции | Оборудование и производительность |
| Слесарно-сборочные операции, установка и стопорение лепестков | Монтажный стол | |
| Сушка эмали, проверка стопорения лепестков | Сушильный шкаф | |
| Монтаж: установка и пайка проводов и перемычек | Монтажный стол | |
| Монтаж: установка и приклейка диэлектрических прокладок | ||
| Сушка и полимеризация клея | Сушильный шкаф | |
| Монтаж: установка, приклейка и подпайка выводов микросхем | Установка программной сборки со световой индикацией, 500…600 штук в час | |
| Монтаж: установка и приклейка конденсаторов | Монтажный стол | |
| Сушка и полимеризация клея | Сушильный шкаф | |
| Монтаж: пайка выводов микросхем | Полуавтомат ПНП‑5 800…1000 штук в час | |
| Монтаж: пайка выводов конденсаторов | КВАНТ «50.01» 250…300 штук в час | |
| Контроль: визуальный контроль контактных соединений | Монтажный стол | |
| Промывка модулей | Линия промывки 150 плат в час | |
| Контроль: диагностический контроль и отбраковка | Аппарат контроля логических блоков с циклом 2 минуты | |
| Лакирование модулей | Установка для лакирования 50…120 плат в час | |
| Сушка модулей | Устройство для сушки 50…60 плат в час |
При заданных: годовой программе выпуска ( ), фонде времени работы оборудования (
), фонде времени работы оборудования ( ) и производительности оборудования (
) и производительности оборудования ( ), можно посчитать количество оборудования.
), можно посчитать количество оборудования.  .
.
Разработка операционно-технологического процесса включает:
1 определение структуры операций и последовательности переходов, а также выбор рабочих инструментов;
2 выполнение эскизов операции с изображением состояния объекта, схемы базирования детали и инструментов, направления главного перемещения и размеров достигаемых на данной операции. Эскизирование сопровождается таблицей, в которой содержатся переходы, условия и режимы выполнения этих переходов, основное и вспомогательное время, погрешности базирования;
| Наименование перехода | S, мм | V, 
| Припой, флюс | t, °C | ∆ | ε | t0 | tв |
3 расчёт режимов, условий сборки и монтажа (уже с учётом выбранного технологического оборудования), уточнение времени фактической загрузки оборудования;
4 расчёт точности операций, действительной погрешности, условий собираемости, определение точностных требований к сборочномонтажным приспособлениям;
5 нормирование операций, назначение разряда работника, расчёт технологической себестоимости, технико-экономическое обоснование варианта операции;
6 Обоснование выбора технологической оснасти и разработка технического задания на новую оснастку.
Рассмотрим этапы с третьего на примере разработки монтажной операции пайки микросхем с разработкой таблицы параметров и эскиза монтажа.
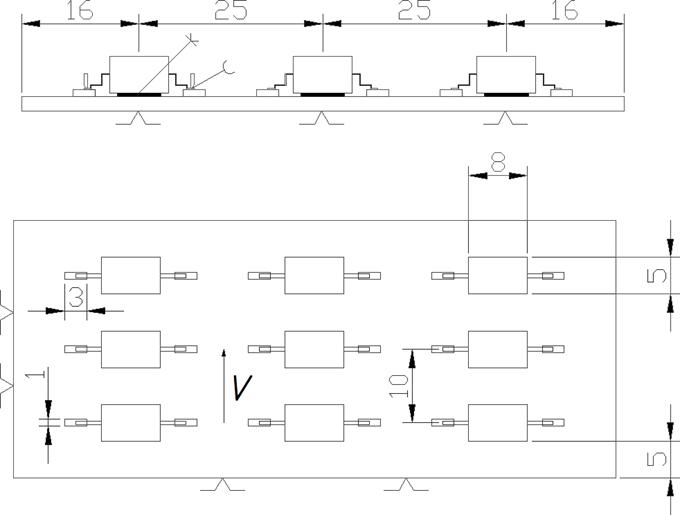
Необходимо 3 прохода с возвратом паяльной головки каждый раз в исходное положение с последующим перемещением к координатам данного ряда. Размеры необходимы для расчёта времени и режимов пайки. В таблице указываются все значения.
При большом шаге или отсутствии элемента в определённом месте, головка должна перемещаться ускорено, другим фактором, влияющим на скорость, является время контакта жала с выводом (обычно 2…3 секунды). По величинам рабочих и холостых ходов определяют основное и вспомогательное время. Время установки и снятия печатной платы определяется экспериментально или по нормативным документам. Далее определяют время пайки tп, которое зависит от припоя и допустимого нагрева микросхемы.
Исходными данными для точностного расчёта являются:
1 размеры элементов и контактных площадок;
2 максимально возможное смещение выводов после установки и приклейки корпуса элемента;
3 точность настройки печатной головки;
4 точность позиционирования и перемещения печатной головки.
При нормировании операций берут: основное время, вспомогательное время или время наладки для полуавтоматов, по этим данным назначается разряд рабочего.
Технико-экономическое обоснование операции:  .
.
Альтернативным вариантом является пайка на установке ППМ‑5: параллельная пайка 2 гребёнчатыми наконечниками сразу всех выводов микросхемы с перемещением головки к следующей микросхеме в ручную. Технологическая оснастка: приспособление для установки и закрепления печатной платы на столе полуавтомата.
Исходными данными для проектирования оснастки являются: схема базирования на эскизе монтажа; допустимая погрешность, определяемая при точностном расчёте операции; операционное время; схема установки печатной платы в приспособление (указывается в техническом задании), что позволяет выбирать конструкцию установочных элементов, опор, их расположение и точки приложения усилий; допустимые погрешности, определяемые при точностном расчёте операций; а также вспомогательное время регламентирующее скорость смены печатной платы в приспособлении и тип привода (ручной, механический, электромеханический, пневматический…).
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 732; Нарушение авторских прав?; Мы поможем в написании вашей работы!